

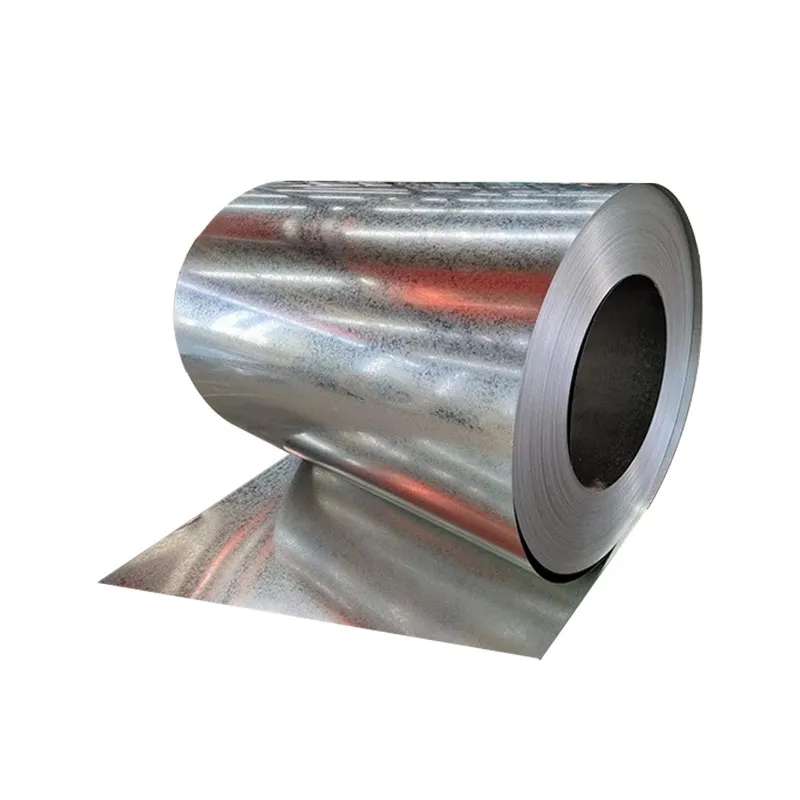
Лист оцинкованный в рулонах
Вот тема, которая кажется простой, пока не начнешь вникать в детали под конкретную задачу. Все говорят про ?оцинкованный рулон?, но часто упускают из виду, что под этим скрывается масса нюансов, от которых потом зависит и срок службы конструкции, и простота монтажа, и в конечном счете — репутация исполнителя. Многие, особенно на старте, гонятся за толщиной, забывая про класс цинкования или состояние кромки. А потом на объекте — проблемы.
Толщина металла и класс покрытия: что на самом деле первично?
Частый запрос: ?Дайте потолще, 0.7 мм?. Но если речь идет, например, о дальнейшем профилировании для сэндвич-панелей или профнастила, то здесь важен не только сам металл, но и пластичность, и равномерность покрытия. Толщина — это про несущую способность, да. Однако если класс цинкования низкий, скажем, 100 г/м2, то в агрессивной среде даже толстый лист начнет ржаветь быстрее. Видел объекты, где экономили на этом, покупали ?стандарт?, а через пару лет на фасаде — точки коррозии. Особенно критично для приморских регионов или промзон.
Поэтому всегда смотрю на пару: толщина плюс класс. Для большинства строительных конструкций, которые потом будут еще и окрашиваться, оптимальным считаю 0.5-0.6 мм с цинкованием от 140 г/м2. Этого достаточно для долговечности без переплаты. Конечно, если делать ответственные каркасы, то тут уже идет расчет по СНиП, но это отдельная история.
Кстати, у производителей, которые сами занимаются дальнейшим переделом, часто подход более сбалансированный. Вот, например, ООО Уху Хуасинь Цайган Цзегоу — они как раз производят и сэндвич-панели, и профилированные листы. Исходный лист оцинкованный в рулонах они, логично, подбирают под свои технологические линии и конечные требования к продукции. Это косвенный признак того, что они следят за входным сырьем — потому что иначе брак пойдет уже на этапе гибки или окраски.
Проблемы с геометрией рулона и внутренние напряжения
Еще один момент, который не всегда очевиден при заказе — это внутренние напряжения в металле после прокатки и оцинковки. Казалось бы, рулон — он и есть рулон. Но если металл ?зажат?, с остаточными напряжениями, то при размотке и резке его может вести. Особенно это заметно при нарезке на листы для дальнейшего профилирования.
Был у меня опыт, когда партия листов шла ?пропеллером? после гильотинной резки. Проблема была именно в рулоне — не вылежался после цинкования, или режимы на стане были неоптимальны. Пришлось срочно решать вопрос с поставщиком. С тех пор всегда интересуюсь, как долго металл ?отдыхал? перед отгрузкой. Мелочь? Нет. Простои на линии профилирования — это прямые убытки.
Здесь, опять же, крупные комбинаты или производители с полным циклом, как та же Хуасинь Цайган Цзегоу, имеют преимущество. У них процесс, скорее всего, отлажен от выплавки до готового профиля, и риски таких дефектов минимизированы. Для нас, переработчиков, это важно — меньше головной боли с входным контролем.
Кромка и состояние поверхности: на что смотреть при приемке
Об этом редко говорят в спецификациях, но это критично. Кромка рулона должна быть ровной, без заусенцев и ?волн?. Почему? Потому что эти дефекты потом могут порвать ножи гильотины или привести к задирам на валках профилегибочного станка. Принимая рулон, всегда смотрю на торец — если видишь неравномерные наплывы или рваный край, это красный флаг.
Состояние поверхности — отдельная тема. Лист оцинкованный не должен иметь крупных наплывов цинка (?слез?), пятен окислов или царапин от транспортировки. Особенно если он предназначен под покраску. Любой дефект проявится. Однажды получили партию с микроцарапинами поперек рулона — как выяснилось, от неправильной настройки тянущих валов у поставщика. В итоге весь металл пошел на менее ответственные нужды, с дисконтом.
Логистика и хранение: скрытые риски
Казалось бы, рулоны привезли, разгрузили — и все. Но нет. Как их везли? В вертикальном или горизонтальном положении? Чем грозила разгрузка краном без траверсы? Деформация внутренней гильзы — и потом проблемы с размоткой на скоростной линии. Видел, как из-за этого рвало лист при подаче.
Хранение — только под навесом, на ровной площадке. Конденсат — главный враг. Даже оцинкованный металл может покрыться ?белой ржавчиной? (продукты окисления цинка), если его хранить в сырости. Это не фатально, но для эстетичных изделий уже не годится. Поэтому в договорах теперь всегда прописываем условия поставки и упаковки — влагозащитная бумага, стальные обрешетки. Мелочи, которые спасают проект.
Выбор поставщика: не только цена за тонну
Рынок насыщен предложениями, от крупных меткомбинатов до торговых домов. Раньше часто выбирали по минимальной цене. Ошибка. Теперь критерии другие: стабильность химического состава стали (влияет на свариваемость и гибку), повторяемость параметров от партии к партии, техническая поддержка.
Работая с производителями, которые сами являются переработчиками, часто получаешь более адекватный диалог. Они понимают твои технологические боли. Сайт hxcg.ru, к примеру, четко показывает, что компания производит конечные строительные материалы. Это значит, что их отдел закупки сырья или собственное производство оцинкованного рулона (если оно есть) заточены под конкретные нужды: под свои сэндвич-панели и профили. Такой поставщик, скорее всего, не будет ?впаривать? некондицию, потому что сам рискует репутацией конечного продукта.
В итоге, что хочу сказать. Лист оцинкованный в рулонах — это не товар из каталога с парой характеристик. Это полуфабрикат, от качества которого зависит успех десятков следующих операций. Смотреть нужно в комплексе: и на металл, и на покрытие, и на геометрию, и на то, кто и как его делает. Опыт, в том числе негативный, научил, что надежный партнер, понимающий технологическую цепочку (как те же производители комплексных решений вроде Хуасинь), часто ценнее скидки в пару процентов. Потому что в строительке просчеты и простои обходятся дороже всего.
Соответствующая продукция
Соответствующая продукция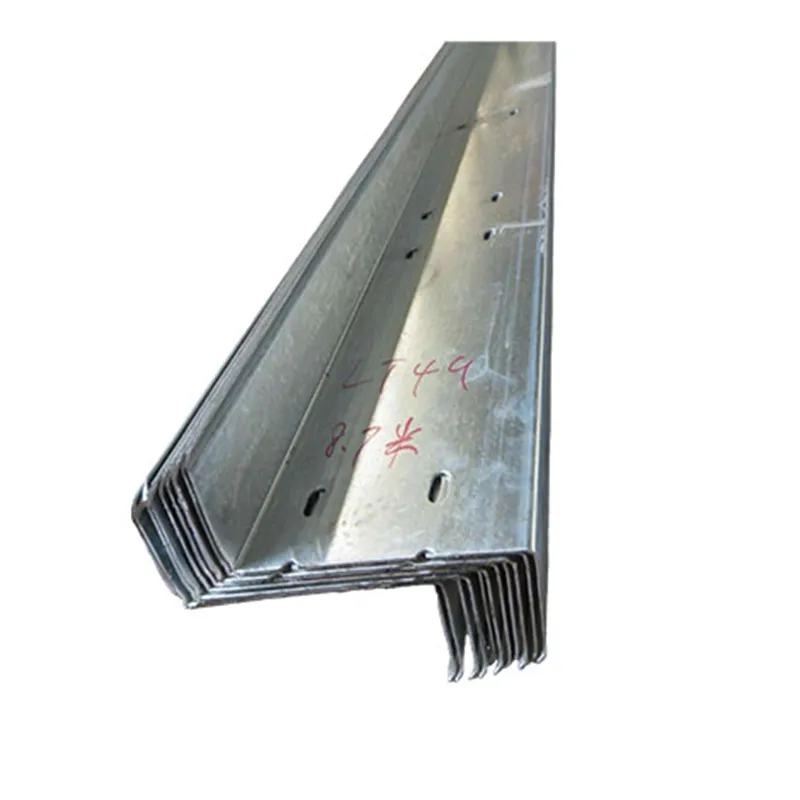





Самые продаваемые продукты
Самые продаваемые продукты-
 Швеллер
Швеллер -
 Рулон с резинопластовой теплоизоляцией и цветным покрытием
Рулон с резинопластовой теплоизоляцией и цветным покрытием -
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
 Прямоугольная профильная труба
Прямоугольная профильная труба -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
 Сэндвич-панель с каменной ватой ручного изготовления
Сэндвич-панель с каменной ватой ручного изготовления -
 Уголок
Уголок -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 Прозрачный кровельный лист (поликарбонатный)
Прозрачный кровельный лист (поликарбонатный) -
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства
Связанный поиск
Связанный поиск- Материалы и изделия строительные теплоизоляционные гост
- Рулон оцинкованный 08пс
- Модульные здания тюмень
- Строительство быстровозводимых модульных зданий
- Теплоизоляционные свойства материалов таблица
- Производим теплоизоляционный материал
- Теплоизоляционные материалы базальтовые
- Теплоизоляционные отделочные материалы
- Теплоизоляционные и акустические материалы
- Профнастил



