

Лист оцинкованный ширина рулона
Когда слышишь запрос ?Лист оцинкованный ширина рулона?, первое, что приходит в голову новичку — это просто цифра в миллиметрах. Но на практике всё упирается в тонкости, которые в спецификациях не пишут. Многие думают, что главное — найти максимальную ширину, а потом уже резать. Ошибка. Ширина рулона — это не только про размер, это про экономику раскроя, про возможности стана, про транспортные габариты и, в конечном счёте, про себестоимость метра готового продукта.
Цифры на бумаге и реальность производства
Возьмём, к примеру, наш стан на производстве. Технически он может выдавать рулон до 1250 мм. И в каталоге так и пишут. Но если клиент заказывает 1200 мм, мы всегда уточняем — для чего? Потому что при такой ширине после резки и формирования профиля, скажем, для стеновой панели, могут остаться некрасивые кромки, если прокатка была неидеальной. А идеальной она бывает редко. Поэтому мы часто советуем 1150 мм — запас даёт страховку от брака.
Был случай с одним застройщиком, который настаивал на 1220 мм для кровельных работ. Цифру взял из какого-то старого проекта. Мы сделали пробную партию, но при транспортировке два рулона слегка деформировались по краям — выступ за стандартный полуприцеп всего на пару сантиметров сыграл роль. Пришлось переходить на 1200 мм и пересчитывать всю раскладку по скатам. Клиент был недоволен, но это вопрос именно непонимания приоритетов: абсолютная ширина важнее логистики? Нет.
Ещё один нюанс — толщина цинкового покрытия. Казалось бы, какая связь с шириной? Самая прямая. Более толстый слой цинка (скажем, класс Z200) делает сталь жёстче, но при раскатке на максимальную ширину есть риск появления микроволн по полотну, особенно если температура в цехе ?гуляет?. Поэтому для широких рулонов мы иногда рекомендуем Z140 — и дешевле, и стабильнее в плане геометрии. Но это уже нужно смотреть на условия эксплуатации будущего изделия.
Логистика и складирование: неочевидные ограничения
Ширина рулона упирается в дверные проёмы складов и в размеры стоек стеллажей. Стандартная стойка у нас рассчитана на 1300 мм по внутреннему просвету. Кажется, что 1250-мм рулон влезет. Влезет, но если он стоит не один, а десятки, и их нужно регулярно перемещать погрузчиком, то зазоры в пару сантиметров с каждой стороны — это риск зацепить и помять край. Помятый край — это потом проблемы при подаче в гибочный станок. Поэтому внутреннее правило: для складского хранения оптимальна ширина до 1200 мм. Всё, что шире, идёт под заказ с отгрузкой почти сразу после производства.
А с транспортом вообще отдельная история. Машина с длиной кузова 13 метров может взять рулоны шириной 1250 мм, но только в один ряд, иначе нарушаются правила перевозки по ширине. Это значит, что рейс получается недогруженным по весу. Себестоимость доставки на метр продукта растёт. Часто выгоднее заказать два рулона по 1000 мм — они встанут в два ряда, и машина уедет полная. Но клиенты, которые считают только цену за тонну на заводе, этого не учитывают. Приходится объяснять, что итоговая цена на объекте будет другой.
Кстати, о нашем производстве — ООО Уху Хуасинь Цайган Цзегоу. Мы как раз из тех, кто проходит весь цикл: от проката до готового профилированного листа. Сайт https://www.hxcg.ru есть, там можно посмотреть базовые параметры. Но в жизни, как я уже говорил, всё решают детали. Наше производство строительных материалов, тех же сэндвич-панелей и профилированных листов, завязано на то, чтобы рулон пришёл на линию раскроя с правильными характеристиками. И ширина здесь — одна из ключевых.
Раскрой и экономика материала: где теряется прибыль
Самое интересное начинается в цехе раскроя. Допустим, нужно нарезать заготовки для стеновых панелей шириной 1000 мм. Если брать рулон 1250 мм, то из него получается одна заготовка 1000 мм и остаток 250 мм. Этот остаток — почти всегда отход, потому что найти ему применение сложно. А если брать рулон 1000 мм, то отходов ноль. Но цена за тонну рулона 1000 мм может быть выше, чем за 1250 мм. Где баланс? Считаем каждый раз заново, универсальной формулы нет.
Мы внедрили программу для расчёта оптимального раскроя, но она даёт сбой, когда в партии рулоны с разной шириной. Поставщик металла, бывает, привозит то, что есть в наличии, а не то, что мы заказывали. И вот тогда начинается головоломка. Приходится комбинировать: на одни задачи пускать широкий рулон, на другие — узкий. Это увеличивает время переналадки линии. Выходит, что экономия на закупке сырья съедается ростом операционных затрат. Нужно всегда иметь жёсткую спецификацию при заказе рулонов, но и поставщиков, которые её соблюдают, нужно ещё найти.
Один из наших постоянных продуктов — холодногнутые профили. Для них ширина исходной полосы критична. Профиль сложной формы может требовать, чтобы центральная часть полосы была уже, чем края. Если рулон слишком широкий, то края после гибки идут в обрезки. Мы долго экспериментировали, заказывая рулоны разной ширины под конкретные профили. Иногда получалось снизить металлоёмкость на 7-8%. Но это работало только для крупных серийных заказов. Для мелких партий проще и дешевле взять стандартный широкий рулон и смириться с отходами. Это тот самый компромисс, который и определяет рентабельность в металлообработке.
Взаимосвязь с другими параметрами: толщина, покрытие, марка стали
Ширина рулона не живёт в вакууме. Попробуй прокатать рулон толщиной 0.7 мм на ширину 1250 мм — если настройки стана неидеальны, середина полотна может получиться тоньше, чем края. Это называется разнотолщинность. Для большинства строительных задач это не критично, но для фасадных кассет, где важна идеальная плоскость, — уже брак. Поэтому для тонких и широких листов мы всегда увеличиваем контрольные точки по длине рулона.
С покрытиями тоже есть связь. Полимерное покрытие (пурал, полиэстер) наносится на уже оцинкованную сталь. Линия окраски имеет свои ограничения по ширине. Если рулон оцинковки пришёл на 1250 мм, а максимум линии — 1200 мм, то придётся его обрезать. Потеря и материала, и времени. Поэтому в ООО Уху Хуасинь Цайган Цзегоу при планировании заказов на окрашенные изделия всегда сначала сверяются с параметрами окрасочного цеха, а уже потом формируют заявку на оцинкованный прокат. Казалось бы, очевидно, но сбои случаются, когда отдел продаджа обещает клиенту ?любой цвет по каталогу? на нестандартной ширине.
Марка стали — отдельная тема. Для несущих конструкций идёт высокопрочная сталь, она менее пластичная. При большой ширине рулона и попытке его потом профилировать (сделать трапециевидные рёбра жёсткости) могут пойти трещины в зонах гибки. Поэтому для профнастила марки Н75, который идёт на перекрытия, мы принципиально используем рулоны шириной не более 1100 мм, даже если стан может дать больше. Это результат проб и ошибок, когда несколько лет назад партия пошла в утиль именно из-за трещин по гребню профиля.
Выводы и практические рекомендации
Так что же отвечать на вопрос про ширину рулона оцинкованного листа? Не цифру из каталога, а серию уточняющих вопросов. Для чего? На каком оборудовании будет обрабатываться? Как будет доставляться? Какие допуски по геометрии? Только тогда можно дать осмысленный совет.
На нашем опыте, для 80% задач в строительстве — а это как раз сэндвич-панели, профилированный лист для кровли и стен, стандартные холодногнутые профили — оптимальна ширина в диапазоне мм. Это и по станам, и по логистике, и по раскрою баланс. Всё, что выходит за эти рамки, — это уже штучные, проектные решения, и цена на них должна быть другой, потому что головной боли они приносят на порядок больше.
В конце концов, металлопрокат — это не абстрактный товар, это полуфабрикат. Его ценность определяется тем, насколько удобно и с минимальными потерями его можно превратить в готовое изделие. И ширина рулона — один из главных рычагов в этой экономике. Мелочь? Нет. Именно из таких мелочей, о которых не пишут в рекламных брошюрах, и складывается реальная себестоимость и, в итоге, конкурентоспособность продукта. Как у нас на hxcg.ru — мы производители, мы это проходили на практике, поэтому и подход другой.
Соответствующая продукция
Соответствующая продукция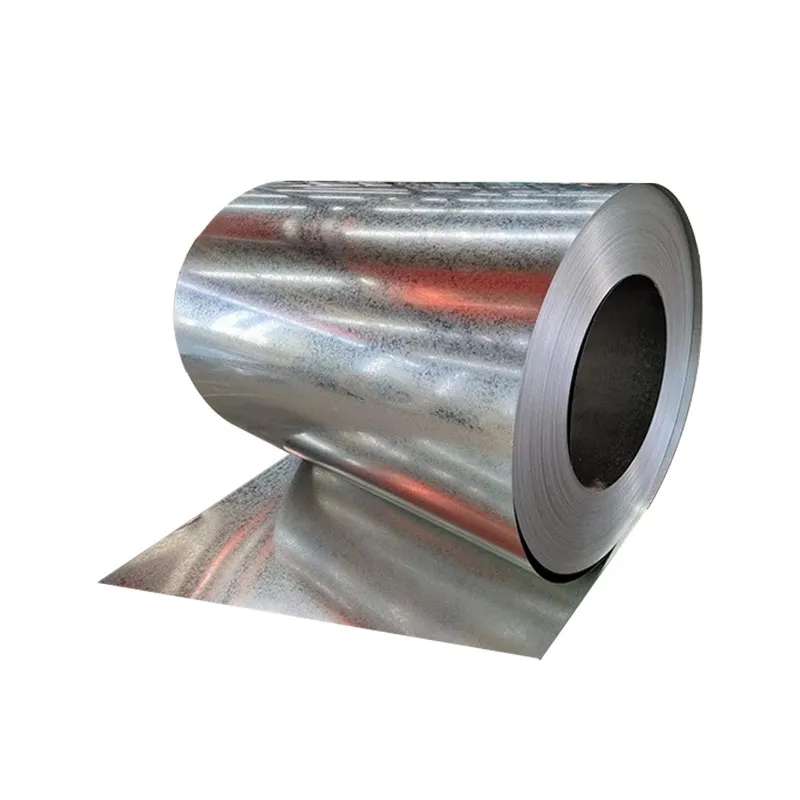





Самые продаваемые продукты
Самые продаваемые продукты-
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
 Z-образный профиль
Z-образный профиль -
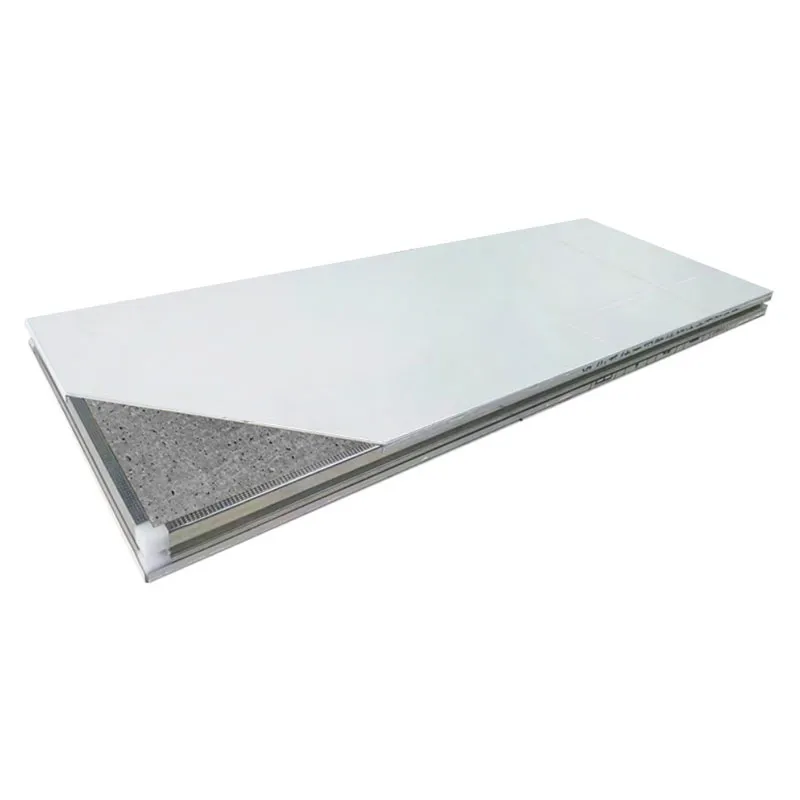
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
 Каменная вата
Каменная вата -
 U-образный профиль
U-образный профиль -
 Средний алюминиевый профиль
Средний алюминиевый профиль -
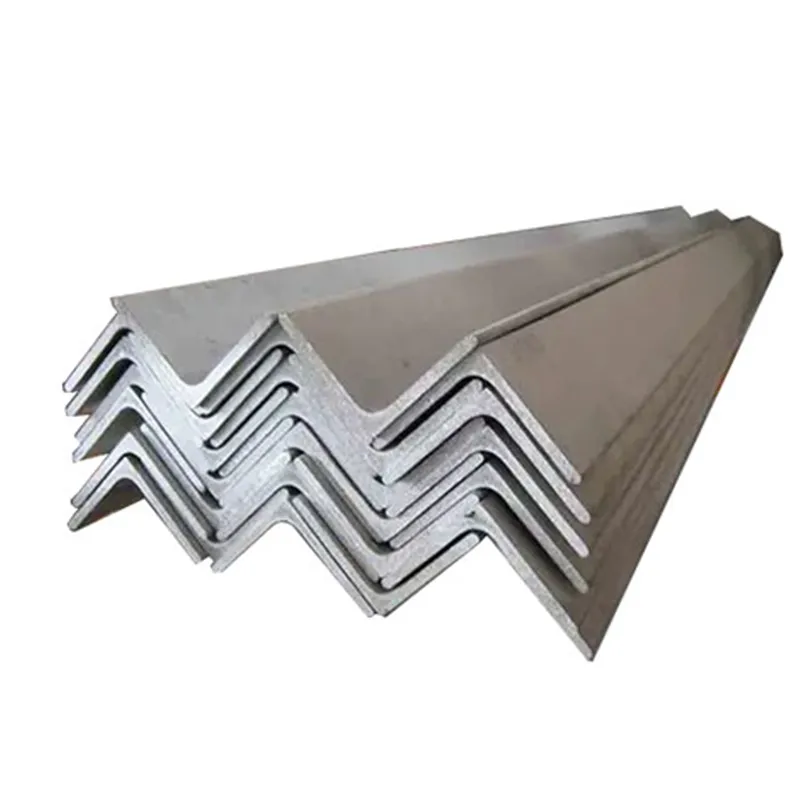
 Алюминиевый уголок
Алюминиевый уголок -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Холодильная сэндвич-панель с полиуретановым сердечником
Холодильная сэндвич-панель с полиуретановым сердечником -
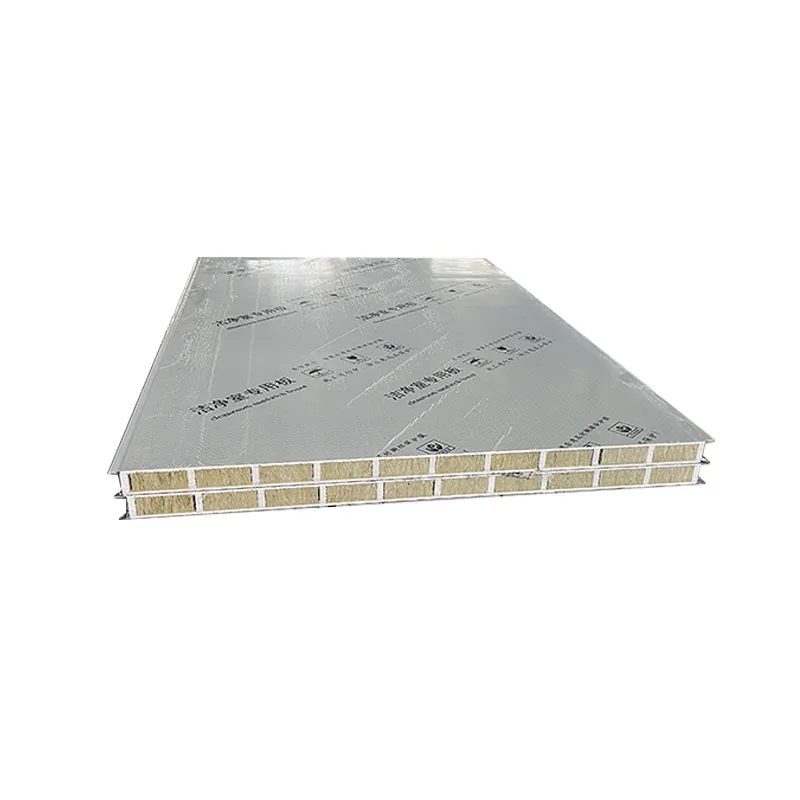
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 T-образный алюминиевый профиль
T-образный алюминиевый профиль -
 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием
Связанный поиск
Связанный поиск- Рулоны оцинкованные с покрытием
- Теплоизоляционные материалы для пола
- Синтетические полимерные теплоизоляционные материалы
- Теплоизоляционные материалы требования
- Рулон оцинкованного металла
- Дюбель для крепления теплоизоляционных материалов
- Теплоизоляционные свойства материалов таблица
- Лист оцинкованный 0.5 рулон
- Рулонный теплоизоляционный материал
- Модульное здание из бытовок



