

Лист оцинкованный 0.5 рулон
Когда говорят про лист оцинкованный 0.5 рулон, многие сразу думают о толщине и цене, но на деле ключевых нюансов куда больше — от качества цинкового покрытия до условий раскатки. Часто сталкиваюсь с тем, что заказчики, особенно в частном секторе, фокусируются только на цифре 0.5 мм, забывая, что рулонный формат требует особого обращения при раскрое и хранении. Сам не раз видел, как неправильная размотка или хранение на сырой площадке сводили на нет все преимущества оцинковки.
Толщина 0.5 мм: не только цифра
Цифра 0.5 — это, конечно, базовая характеристика. Но если брать для ответственных конструкций, например, для несущих элементов в составе сэндвич-панелей, всегда смотрю на допуски. У некоторых поставщиков реальная толщина может плавать от 0.48 до 0.55, и это критично при автоматизированной штамповке. Помню случай на одном из объектов в Подмосковье, где пришлось срочно менять партию именно из-за такого разброса — штампы заклинивало.
Здесь стоит отметить, что производители вроде ООО Уху Хуасинь Цайган Цзегоу (их сайт — https://www.hxcg.ru) часто указывают чёткие стандарты по толщине, что для профилирования или производства холодногнутых профилей — большое преимущество. Эта компания как раз специализируется на строительных материалах, и их подход к сырью обычно более системный.
Ещё один момент — ширина рулона. Под заказ часто нужны нестандартные ширины, и здесь важно, чтобы поставщик мог обеспечить точную резку без заусенцев. При работе с рулоном 0.5 мм заусенцы на кромках — это не просто косметический дефект, они могут повредить валки при дальнейшем профилировании.
Цинковое покрытие: вес и адгезия
С оцинковкой вечная история: все смотрят на класс покрытия, но редко проверяют адгезию на месте. Классические 120-140 г/м2 для 0.5 мм рулона — это норма для большинства кровельных работ, но если материал идёт на фасадные элементы в агрессивной среде (например, промзона), лучше брать с запасом. Один раз пришлось демонтировать уже смонтированные профилированные листы через два года — цинк местами отслоился, хотя по сертификату всё было в порядке.
Практика показала, что важно обращать внимание не только на вес покрытия, но и на способ нанесения. Горячее цинкование сплошным слоем, которое используют многие серьёзные производители, включая ООО Уху Хуасинь Цайган Цзегоу, даёт более равномерную и стойкую защиту по сравнению с некоторыми электролитическими методами. На их сайте (https://www.hxcg.ru) видно, что они делают акцент на полном цикле производства — от проката до готовых изделий, а это обычно означает лучший контроль над качеством покрытия на этапе сырья.
И да, про пассивацию. Часто её недооценивают, но именно она влияет на появление ?белой ржавчины? при длительном хранении рулонов на складе. Особенно если склад не отапливаемый. Советую всегда уточнять, проводилась ли пассивация хроматами или безхромовыми составами — это важно для экологических норм на некоторых объектах.
Работа с рулоном: раскрой и транспортировка
Рулон формата 0.5 мм — материал удобный, но капризный. Основная ошибка — попытка резать его углошлифовальной машинкой без должного охлаждения. Перегрев края разрушает цинковый слой, и уже через несколько месяцев в месте реза начинается коррозия. Для точного раскроя лучше использовать гильотинные ножницы или лазер, но это не всегда доступно на стройплощадке.
Транспортировка — отдельная тема. Если рулон не закреплён надёжно в грузовике и ?играет? в пути, могут появиться вмятины или, что хуже, смещения витков. Такие дефекты потом проявляются при размотке на линии профилирования. Не раз получал бракованные участки именно по этой причине, особенно при заказе с дальних заводов. Логистика — слабое звено у многих.
Хранение. Идеально — в сухом помещении, на деревянных поддонах, в вертикальном положении. Но на практике рулоны часто лежат горизонтально штабелями, и нижние могут деформироваться. Для толщины 0.5 мм это не так критично, как для более тонких, но всё же. Если видите, что рулон привезли со следами длительного хранения на сырой земле (бывает и такое), лучше сразу проверить крайние витки.
Применение в конкретных продуктах
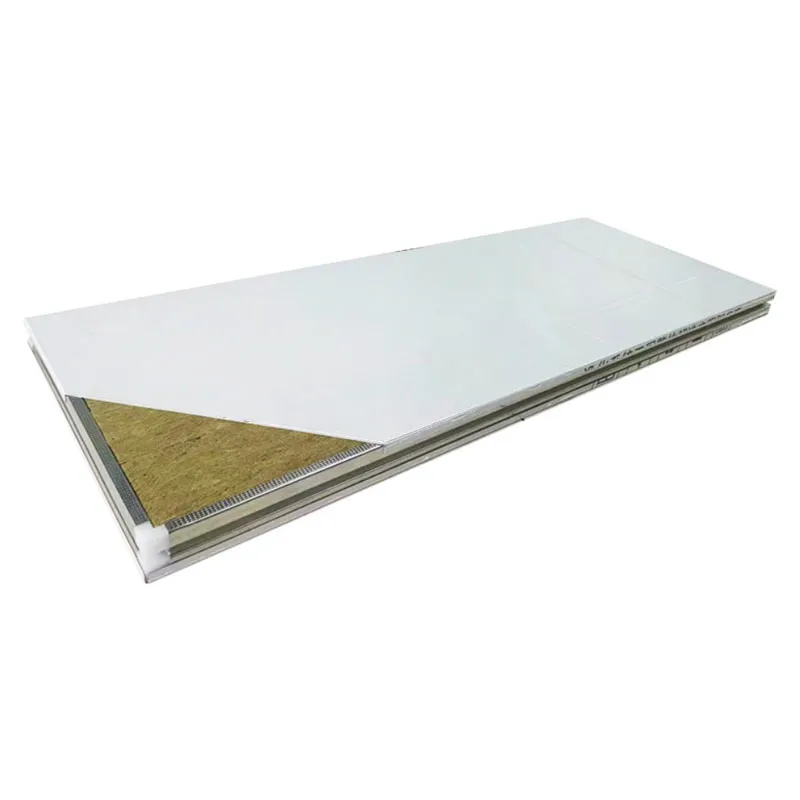
Для таких изделий, как профилированные листы или сэндвич-панели, рулон 0.5 мм — одна из самых ходовых позиций. Но здесь есть нюанс: для сэндвич-панелей внешний лист часто делают тоньше, а внутренний — толще. Однако если речь идёт о панелях с усиленной несущей способностью, то и внешний, и внутренний лист могут быть из рулона 0.5 мм. Важно смотреть на требования к жёсткости конкретного проекта.
Холодногнутые профили — ещё одно направление, где этот материал востребован. Но при гибке под острым углом на внутренней стороне может происходить отслоение цинка. Чтобы минимизировать риск, нужно контролировать радиус гиба и состояние оснастки на станке. Из опыта: лучше, когда производитель профилей, как ООО Уху Хуасинь Цайган Цзегоу, сам работает с рулонным металлом и знает его поведение при гибке. На их сайте указано, что они выпускают холодногнутые и горячекатаные профили, а значит, технология отработана.
Иногда рулон 0.5 мм идёт на доборные элементы — отливы, планки примыкания. Здесь важно, чтобы покрытие было с двух сторон (обычно так и есть), так как эти элементы часто подвергаются воздействию влаги со всех сторон.
Цена vs качество: практические соображения
Рынок завален предложениями по листу оцинкованному 0.5 в рулоне, но разброс цен иногда вводит в ступор. Дешёвый вариант почти всегда означает либо некондицию по толщине, либо слабое покрытие, либо проблемы с геометрией рулона (неравномерная намотка). Экономия в 5-7% на материале может обернуться простоем оборудования или увеличением отходов при раскрое.
Работая с постоянными поставщиками, такими как ООО Уху Хуасинь Цайган Цзегоу, можно снизить эти риски. Их статус производителя, а не просто перепродавца, обычно гарантирует более стабильное качество от партии к партии. Это видно по описанию на https://www.hxcg.ru — они контролируют процесс от сырья до готового изделия.
В итоге, выбор всегда сводится к балансу. Для временных сооружений или ненагруженных конструкций можно взять материал подешевле. Для долгосрочных объектов, фасадов, несущих элементов — только проверенные поставщики с полным циклом и прозрачными техусловиями. Мелочей здесь нет, каждая деталь — от марки стали до условий хранения — влияет на итоговый результат.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства
Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства -
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
 Стеклянная вата
Стеклянная вата -
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления -
 C-образный профиль
C-образный профиль -
 Полимерпесчаная (композитная) черепица
Полимерпесчаная (композитная) черепица -
 Средний алюминиевый профиль
Средний алюминиевый профиль -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Рулон из нержавеющей стали
Рулон из нержавеющей стали -
 Профнастил (кровельный)
Профнастил (кровельный) -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава
Связанный поиск
Связанный поиск- Каменная вата в трубных оболочках
- Поставка теплоизоляционных материалов
- Блочно модульное здание окоф
- Резинопластовый материал в трубных оболочках
- Перекрытие модульных зданий
- Полоса оцинкованная рулон
- Рулон оцинкованный 1
- Теплоизоляционные материалы полиэтилен
- Рулон оцинкованный 0 55
- Прочность теплоизоляционных материалов при сжатии



