

Оборудование теплоизоляционных материалов
Когда слышишь ?оборудование для теплоизоляционных материалов?, многие сразу представляют линию по нарезке пенопласта или станок для минеральной ваты. Это, конечно, основа, но на практике всё сложнее. Частая ошибка — думать, что купил агрегат, и всё заработало. На деле, ключевое — это связка между разными процессами, от подготовки сырья до упаковки готового сэндвича. Сам на этом обжигался, когда лет десять назад пытались собрать линию из разнородных установок — итальянский резак, немецкий дозатор клея, отечественный пресс. Ничего не стыковалось по циклам, и простоя было больше, чем работы.
От сырья к сердцевине: что часто упускают из виду
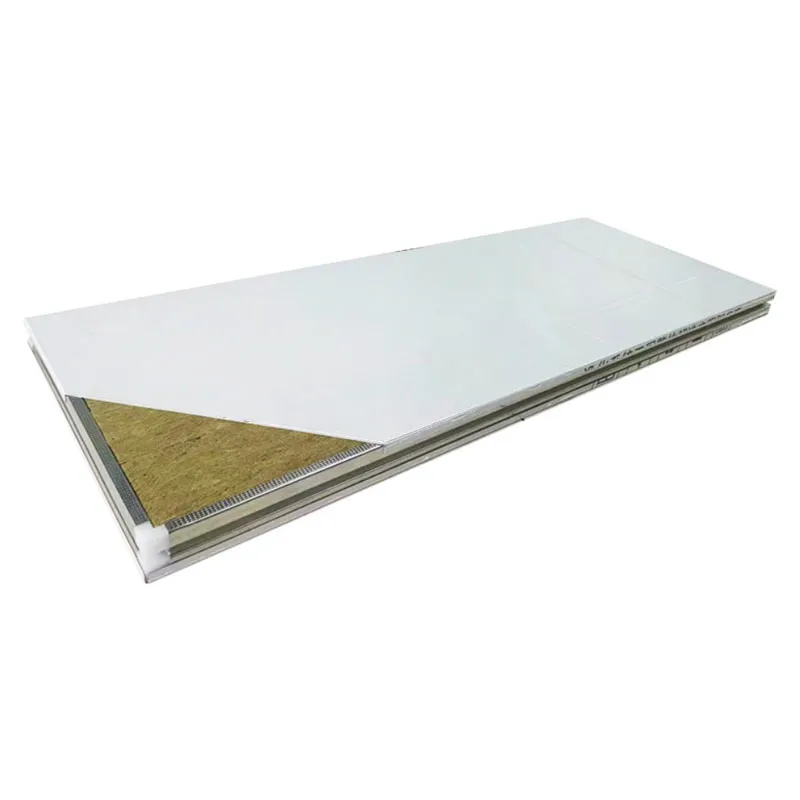
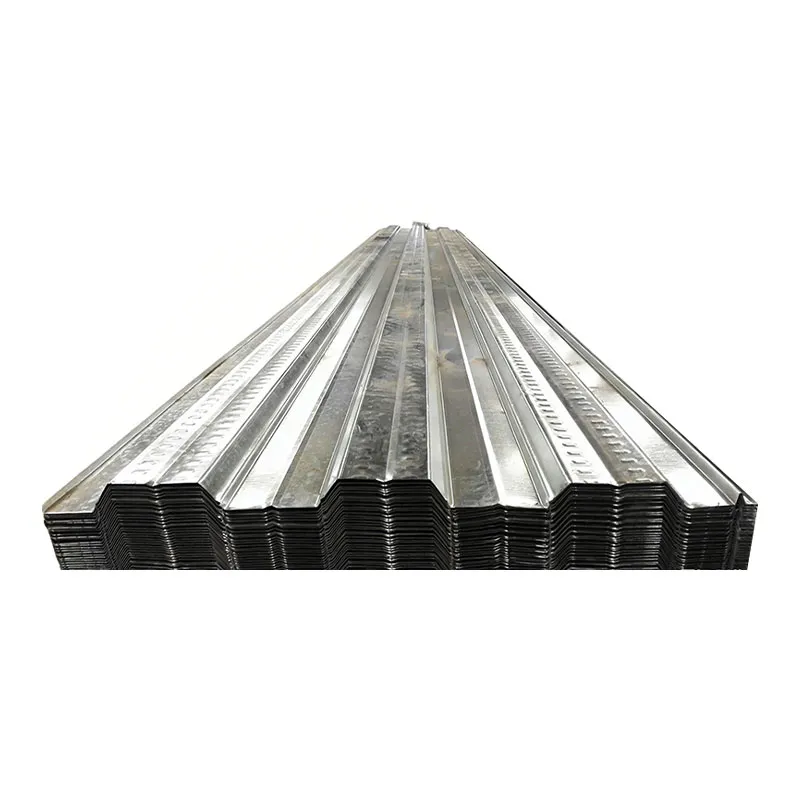
Вот возьмём производство сэндвич-панелей, которыми, к слову, занимается ООО Уху Хуасинь Цайган Цзегоу (их сайт — https://www.hxcg.ru). Многие производители фокусируются на внешних листах, профнастиле, и это правильно. Но без отлаженного оборудования для подготовки самого утеплителя — будь то пенополиизоцианурат (PIR), минеральная вата или пенополистирол — панель не получится. Тут важна не просто подача, а калибровка толщины, контроль плотности на выходе. У нас был случай: поставили новый уплотнительный пресс для минераловатного сердечника, а система подачи сырья не успевала давать равномерную массу. В итоге — брак по геометрии, который вскрылся только после нанесения клея и облицовки. Потеряли неделю на перенастройку всей начальной цепочки.
Именно поэтому на их производстве, судя по описанию, делают акцент на полный цикл — от холодногнутых профилей до готовой панели. Это мудро. Потому что оборудование для теплоизоляционных материалов — это, по сути, ?внутренняя кухня? всего процесса. Если здесь сбой, то даже идеальные профилированные листы не спасут. Часто вижу, как компании экономят на этом этапе, покупая б/у линии без адаптации под конкретное сырьё. А потом удивляются, почему теплопроводность готовых изделений ?пляшет? от партии к партии.
Ещё один нюанс — климатические условия в цехе. Для того же PIR-напыления критична температура и влажность. Оборудование должно это учитывать, причём не только основная установка, но и системы вентиляции и осушения вокруг. Мы как-то в зимний период запустили линию в неотапливаемом ангаре — думали, главное, чтобы сырьё было тёплым. Результат — неравномерная полимеризация, пузыри в сердечнике. Пришлось экстренно монтировать тепловые завесы прямо по конвейеру. Это тот самый опыт, который в каталогах оборудования не описан.
Связующее звено: клеевые и формовочные комплексы
Серьёзный разговор — о нанесении связующих. Для сэндвич-панелей это, можно сказать, точка невозврата. Оборудование для подачи и дозировки клея — это не просто бак и насос. Тут нужна хирургическая точность, особенно при работе с разными типами утеплителей. С минеральной ватой один подход — нужно пропитать, но не затопить. С жёсткими пенопластами — другой, там важна равномерная тонкая плёнка по всей поверхности.
На своём опыте скажу, что самые большие проблемы возникают не с самими клеевыми станциями, а с их синхронизацией с конвейером подачи облицовочных листов. Если, например, профилированный лист от ООО Уху Хуасинь Цайган Цзегоу имеет высокий рельеф, стандартная размазка шпателем не подойдёт — клей будет скапливаться в ложбинках, а на гребнях — сухо. Приходится либо дорабатывать аппликатор, либо менять рецептуру клея на более тиксотропную. Это та самая ?подгонка?, о которой редко пишут в технических паспортах, но которая съедает кучу времени при запуске.
А ещё вспоминается история с двухкомпонентными системами. Поставили современный смесительный узел, всё по инструкции. Но не учли, что наш сжатый воздух на производстве имеет повышенную влажность. В итоге — преждевременная полимеризация прямо в голове аппликатора, простой на чистку. Пришлось ставить дополнительный осушитель на воздушную магистраль. Такие мелочи и определяют, будет ли оборудование работать или просто занимать место.
Прессование и отверждение: где кроется производительность
Вот этот этап многие считают чистой механикой: зажал — подержал — отпустил. На деле, пресс для сэндвич-панелей — это целая философия. Гидравлика должна обеспечивать не просто давление, а строго контролируемое давление по всей площади, с компенсацией разной толщины утеплителя. Иначе получишь панель, которая на вид ровная, а по краям — недожатая, с мостиками холода.
У нас был пресс, который, как казалось, работал идеально. Но при проверке тепловизором готовых панелей обнаружили странные ?прогретые? полосы. Оказалось, что плиты пресса сами по себе имели неидеальную плоскостность, микронеровности. И где-то контакт был плотнее, где-то слабее. Пришлось шлифовать плиты, что для такого оборудования — операция нетривиальная. Это к вопросу о том, что оборудование для теплоизоляционных материалов требует не только грамотной эксплуатации, но и постоянной диагностики самого себя.
А время выдержки под прессом? Его часто берут ?из справочника?. Но для каждого клея, для каждой температуры в цехе оно своё. Мы вели журнал, эмпирически подбирали: при +18 нужно 4 минуты, при +22 — уже 3.5. И это только для одной конкретной марки клея. Сменили поставщика — всё по новой. Производительность линии в итоге упирается не в скорость конвейера, а в этот, самый ?медленный? этап. Иногда выгоднее иметь два пресса меньшей длины, чем один длинный, чтобы не создавать очередь.
Резка и обработка: финиш, который всё портит
Казалось бы, панель спрессована, можно резать под размер. Но именно здесь часто происходит основной брак. Пилы для резки сэндвич-панелей должны быть не просто острыми. Они должны иметь специфическую разводку зубьев, чтобы не рвать облицовку и не выдёргивать утеплитель. Особенно это критично для панелей с тонкой металлической облицовкой, как у тех же профилированных листов.
Работали мы с линией, где резка была встроена в конвейер. И постоянно были проблемы с точностью длины — +/- 5 мм, что для монтажников неприемлемо. Стали разбираться. Оказалось, вибрация от самого режущего блока передавалась на датчики измерения длины. Пришлось делать независимую платформу с демпферами под весь режущий модуль. После этого погрешность упала до 1 мм.
И не забываем про отходы. Обрезки утеплителя — это не просто мусор. Их нужно удалять с линии, и желательно, автоматически. Мы пробовали систему всасывания, но для тяжёлых обрезков минеральной ваты она не подошла — забивались фильтры. Перешли на механический скребковый транспортер. Шумно, но надёжно. Это тоже часть оборудования, о которой думаешь в последнюю очередь, а без неё линия встаёт.
Контроль и логистика: неочевидные затраты
Готовая панель — это ещё не конец. Её нужно проверить, упаковать, складировать. И здесь оборудование для теплоизоляционных материалов плавно перетекает в область общего заводского оснащения. Но есть специфика. Например, как проверить адгезию клея неразрушающим методом? Мы пробовали ультразвук, но для многослойной структуры с металлом и пористым сердечником это давало слишком большую погрешность.
Остановились на выборочном контроле разрушающим методом + обязательная проверка геометрии каждой панели лазерным сканером. Поставили сканер на выходе конвейера — и сразу отсекали брак, который раньше уезжал на склад и вскрывался только у клиента. Само оборудование для проверки дорогое, но оно окупилось за полгода за счёт сокращения рекламаций.
И последнее — упаковка. Полиэтиленовая плёнка — это просто? Как бы не так. Если панель тёплая (после прессования), и её сразу запаковывать, под плёнкой выпадает конденсат. При хранении в холодном складе это приводит к коррозии металлической облицовки. Пришлось вводить зону промежуточного охлаждения перед упаковочным станком. Снова дополнительный модуль, снова метры конвейера. Вся линия обрастает такими решениями, которые и составляют в итоге разницу между ?работает? и ?работает стабильно и без брака?.
Вот и получается, что оборудование для теплоизоляционных материалов — это не список станков. Это выстроенная под конкретную продукцию, сырьё и даже климат экосистема. Как у той же компании ООО Уху Хуасинь Цайган Цзегоу — они производят и профиль, и панели. Наверняка их линии настроены на сквозной процесс, где каждый этап заточен под соседний. К этому и нужно стремиться: не к набору железок, а к созданию целостного технологического организма. Иначе все инвестиции превращаются в борьбу с проблемами, которых изначально можно было избежать.
Соответствующая продукция
Соответствующая продукция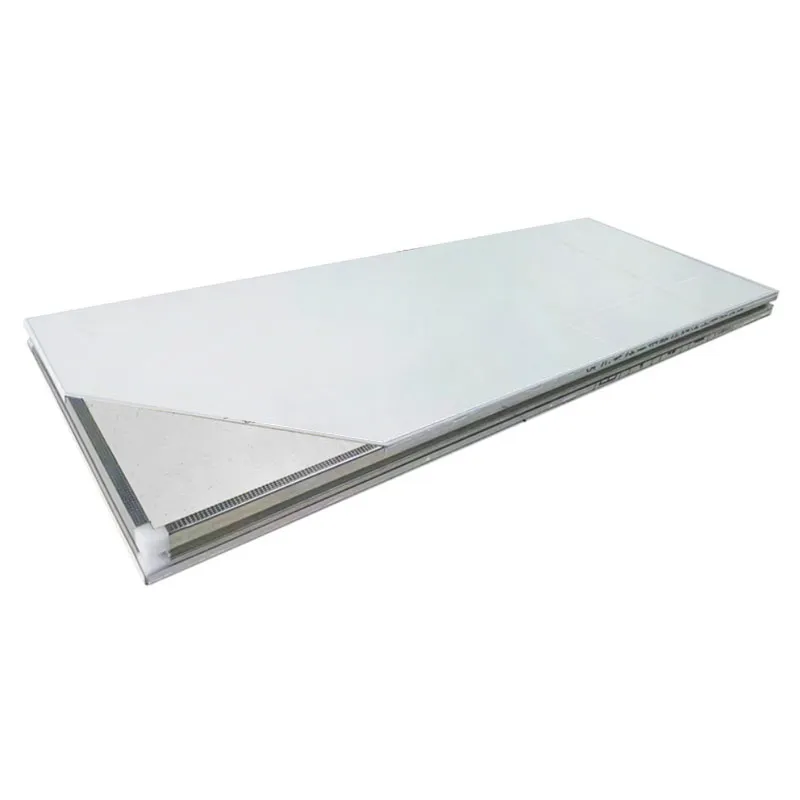




Самые продаваемые продукты
Самые продаваемые продукты-
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
 Сэндвич-панель с полиуретановым сердечником механического производства
Сэндвич-панель с полиуретановым сердечником механического производства -
 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием -
 Транспортабельный модульный контейнер (модульное здание)
Транспортабельный модульный контейнер (модульное здание) -
 Прямоугольная профильная труба
Прямоугольная профильная труба -
 Алюминиевый профиль для полотна распашных дверей
Алюминиевый профиль для полотна распашных дверей -
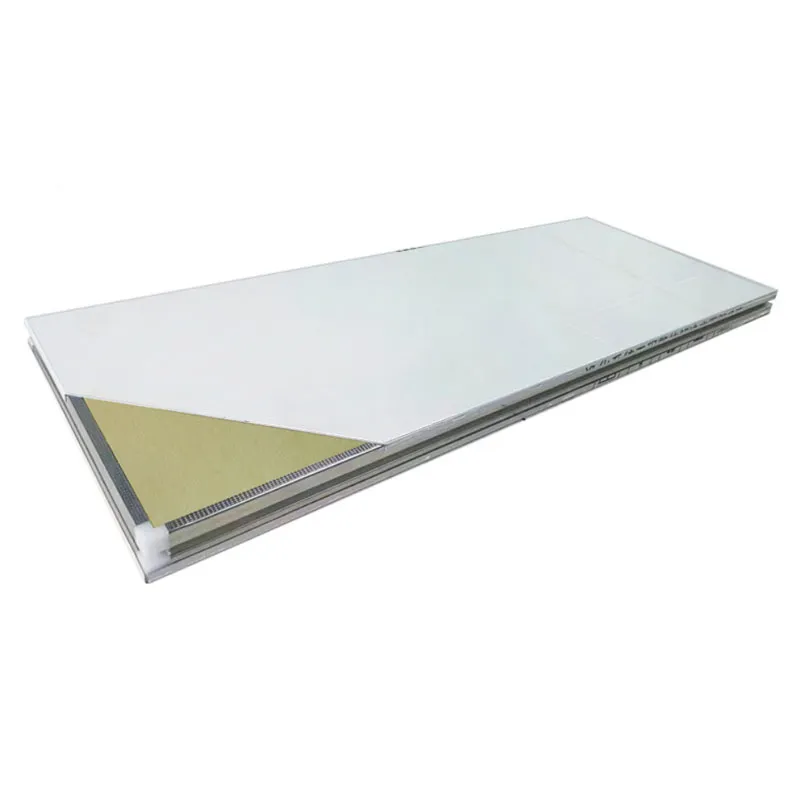
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
 Холодильная сэндвич-панель с полиуретановым сердечником
Холодильная сэндвич-панель с полиуретановым сердечником -
 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Алюмосиликатный теплоизоляционный материал
Алюмосиликатный теплоизоляционный материал
Связанный поиск
Связанный поиск- Теплоизоляционные материалы органические и неорганические
- Теплоизоляционный материал сырье
- Пеностекло теплоизоляционный материал
- Дюбель для крепления теплоизоляционных материалов
- Рулон оцинкованный 08пс
- Сэндвич-панель с полиуретановым сердечником механического производства
- Пенобетон теплоизоляционные материалы
- Твердый теплоизоляционный материал
- Теплоизоляционный материал 10 8
- Фундамент под модульное здание



