

Отмотка рулона оцинкованного
Когда слышишь ?отмотка рулона оцинкованного?, многие представляют себе просто разматывание бухты стали. На деле же — это целая операция, от которой зависит и качество дальнейшей обработки, и безопасность, и даже себестоимость конечного продукта. Частая ошибка — недооценивать подготовительный этап, считать его второстепенным. Лично сталкивался, когда на старом месте работы пытались сэкономить на оборудовании для отмотки рулона, ставили кустарные разматыватели. Результат? Постоянные ?петли?, задиры на защитном слое, смещение центра и, как следствие, брак при профилировании или резке. Сразу скажу — мелочей здесь нет.
Оборудование и ?подводные камни?
Идеальный разматыватель — это не просто вал. Нужна и регулировка тормозного усилия, и центрирование, и плавный старт. Мы, например, на производстве оцинкованного рулона для сэндвич-панелей долго экспериментировали с гидравлическими и механическими системами. Механика дешевле, но при работе с тонким оцинкованным листом (скажем, 0.5 мм) она часто дает рывок в начале, может повредить кромку. Перешли на современные разматыватели с электроприводом и системой плавного пуска — брак упал заметно.
Еще один нюанс — состояние самого рулона. Казалось бы, привезли, поставили и работай. Но если рулон был неправильно складирован или транспортировался с нарушениями, может возникнуть деформация витков — так называемая ?яйцевидность?. Такой рулон на стандартный консольный разматыватель не поставишь — будет биение, вибрация, материал начнет ?гулять?. Приходилось подкладывать прокладки, регулировать зажимы чуть ли не вручную, теряя время. Теперь всегда проверяем геометрию на входном контроле, особенно для ответственных заказов.
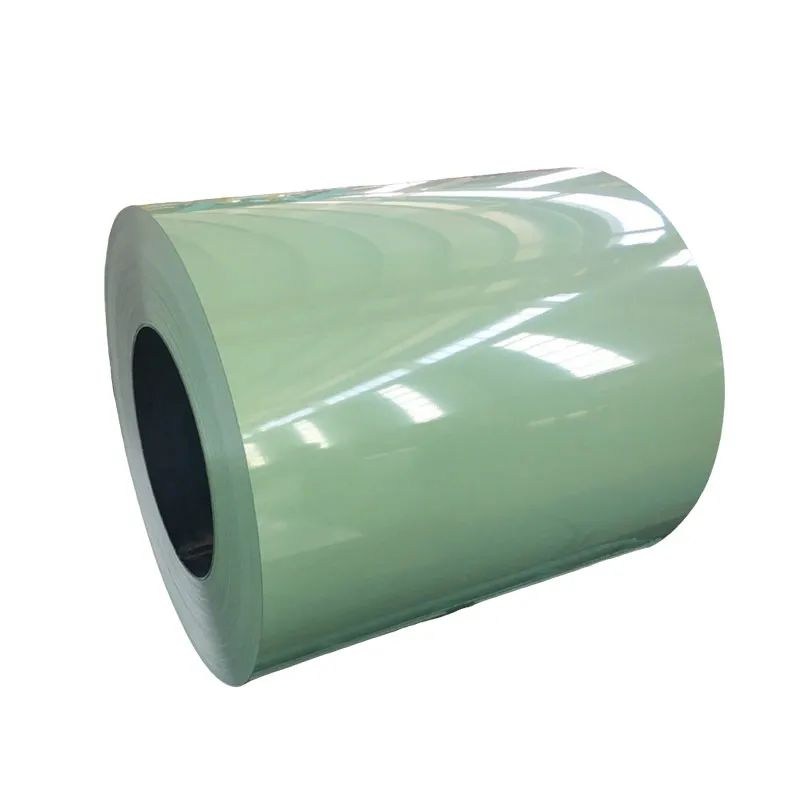
И конечно, нельзя забывать про траверсу. Ее высота и синхронизация с подающими валами — критически важны. Помню случай, когда при отмотке рулона оцинкованного с полимерным покрытием (PE) из-за слишком резкого подъема траверсы верхние витки провисли и поцарапались о нижние. Покрытие, естественно, было испорчено. Пришлось пускать весь рулон в утиль. Дорогой урок, который научил нас тонкой настройке всех трактов подачи.
Связь с последующими операциями
Процесс отмотки нельзя рассматривать в отрыве от следующей станции — будь то прокатный стан для профилирования или гильотина. Например, для производства профнастила С-8 или С-21 скорость и равномерность подачи из разматывателя напрямую влияют на качество геометрии профиля. Малейшее колебание натяжения — и вот уже волна пошла несимметричная, глубина профиля ?плывет?. Мы настраиваем разматыватель и приемный узел прокатного стана как единую систему, часто делаем пробные прогоны на 2-3 метра материала перед запуском партии.
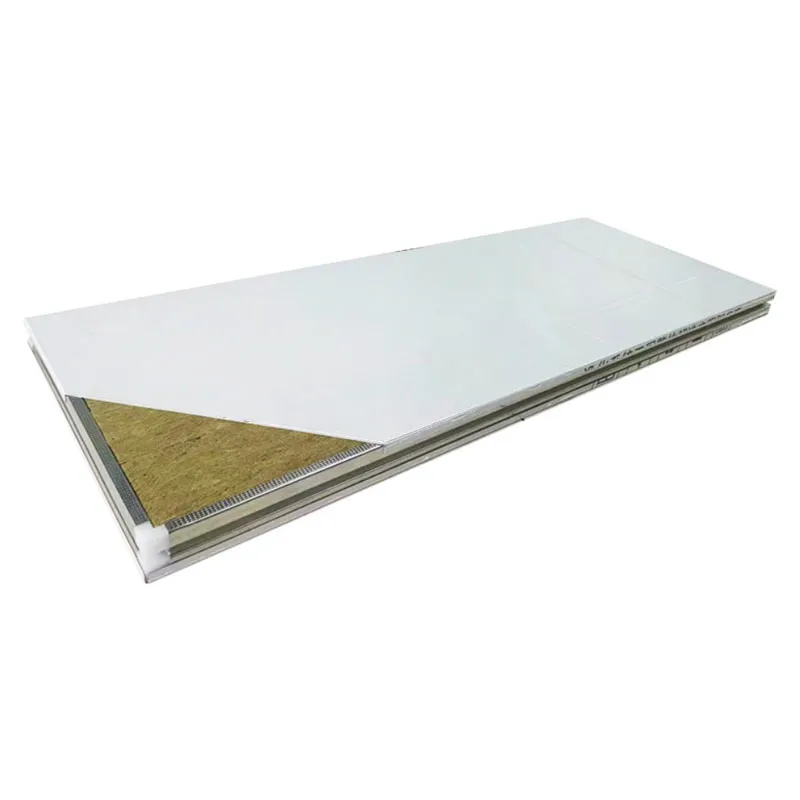
Особенно чувствительна к этому производство сэндвич-панелей. Там основа — как раз оцинкованный лист, часто с дополнительным покрытием. Если при отмотке возникнет даже микроскопическая царапина или напряжение в материале, оно может проявиться уже на готовой панели после напыления ППУ или монтажа — в виде мелких дефектов поверхности. Контролируем каждый рулон, особенно от новых поставщиков. Кстати, наш основной производитель сырья для собственных нужд — это ООО Уху Хуасинь Цайган Цзегоу (https://www.hxcg.ru). Мы ценим их продукцию за стабильную натяжку рулонов и четкую кромку, что сильно упрощает процесс отмотки на нашем конце. Компания, как известно, специализируется на строительных материалах, включая профилированный лист и сэндвич-панели, так что они хорошо понимают наши требования к сырью.
А вот для резки на гильотине важнее другое — точная остановка. При отмотке под резку мы используем разматыватели с прецизионным датчиком длины. Раньше считали по оборотам, но всегда была погрешность в пару сантиметров. Сейчас — отходов почти нет. Но и здесь есть подвох: если рулон плохо центрирован, то в конце размотки, когда остается небольшая бухта, ее может ?сбросить? с вала из-за смещенного центра тяжести. Опасная ситуация. Поэтому оператор всегда должен быть рядом в финальной стадии.
Безопасность и человеческий фактор
Никакая автоматизация не отменяет внимания оператора. Вес рулона оцинкованной стали — это несколько тонн. Неправильное крепление на валу, забытый стопор — и вот уже авария. У нас были инциденты, к счастью, без травм, когда при смене рулона не до конца закрутили фиксирующие болты. Разматыватель запустили, рулон съехал с консоли. Хорошо, что защитный кожух был закрыт. После этого ввели двойную проверку: делает оператор, подтверждает мастер.
Еще один момент — защита кромок и цинкового слоя при ручных операциях. При заправке листа в правильную машину рабочие иногда используют монтировки или другие инструменты, могут оставить зазубрины на кромке. Эти зазубрины потом рвут полимерное покрытие на линии, создают очаги коррозии. Пришлось закупить специальные пластиковые лопатки и обучать персонал. Казалось бы, мелочь, но в масштабах года экономия на устранении брака оказалась существенной.
Усталость металла — звучит научно, но на практике это выглядит как внезапная трещина при отмотке старого, давно лежавшего рулона. Особенно если он хранился в некондиционных условиях. Такой материал становится хрупким. Поэтому перед запуском в производство давно лежавших запасов мы делаем визуальный осмотр и пробную отмотку на низкой скорости. Лучше потратить полчаса на проверку, чем потом останавливать линию и чистить валки от оборванной полосы.
Материаловедческие нюансы
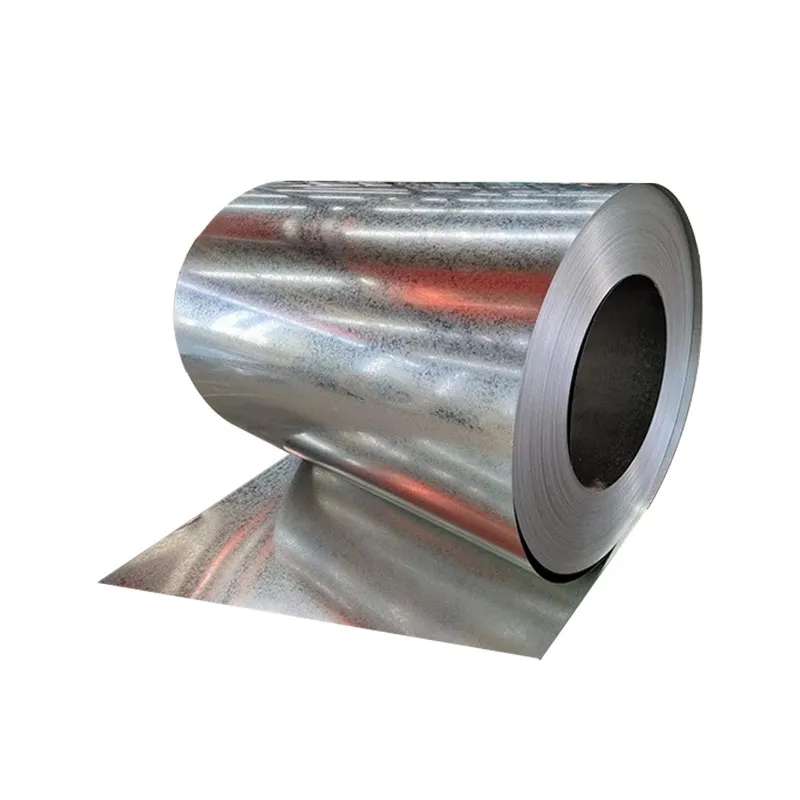
Не всякая оцинковка отматывается одинаково. Рулон с чистым цинковым покрытием (без пассивации или смазки) может ?прихватываться? виток к витку, особенно в жару. Требуется большее тормозное усилие в начале. А вот материал с пассивирующим слоем или пластизолевым покрытием, наоборот, очень скользкий. Если пережать тормоза, можно получить проскальзывание и сбой в счетчике длины, если недожать — рулон размотается слишком быстро, ?выстрелит? петлей.
Толщина материала — отдельная история. С тонким листом (0.4-0.5 мм) главная проблема — избежать остаточной деформации кромки от зажимов разматывателя. Приходится использовать мягкие вкладыши. С толстым (от 1.0 мм и выше) — основная сложность в массе и инерции. Нужны мощные приводы, иначе разгон будет медленным, а остановка — долгой, что нарушит ритм всей линии.
Здесь опять можно отметить подход таких поставщиков, как ООО Уху Хуасинь Цайган Цзегоу. В их продукции мы отмечаем стабильность не только по механическим свойствам, но и по состоянию поверхности и натяжке в рулоне. Это предсказуемый материал, а предсказуемость в отмотке рулона оцинкованного — это половина успеха. Зная, что от витка к витку не будет резких перепадов натяжения, мы можем калибровать оборудование под конкретную партию один раз и быть уверенными в результате.
Экономика процесса и итоговые мысли
В конечном счете, грамотная отмотка — это вопрос экономики. Каждый процент брака из-за некачественной размотки, каждый простой линии из-за смены рулона, каждая травма — это деньги. Инвестиции в хороший разматыватель с системами контроля натяжения и центрирования окупаются быстрее, чем кажется. Мы считали: после модернизации участка отмотки общий процент технологических потерь снизился почти на 1.5%. Для объема в сотни тонн в месяц — сумма очень ощутимая.
Не стоит гнаться за полной автоматизацией там, где нужен глаз и опыт. Датчики — это хорошо, но оператор, который по звуку трения или виду петли может определить проблему, — бесценен. Поэтому у нас всегда идет ротация: молодые работники учатся у старых, перенимают эти неформальные признаки.
Так что, возвращаясь к началу. Отмотка рулона оцинкованного — это не ?просто размотать?. Это первый и ключевой шаг в цепочке создания качественного профилированного листа или сэндвич-панели. К нему нужно относиться с тем же вниманием, что и к прокатке или резке. Пренебрежение здесь — это гарантия проблем дальше по линии. Проверено на практике, причем не раз. Лучше потратить время и ресурсы на отладку этого этапа, чем потом разбираться с последствиями в готовой продукции, которую уже не исправить.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Квадратная профильная труба
Квадратная профильная труба -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Алюминиевый профиль для полотна распашных дверей
Алюминиевый профиль для полотна распашных дверей -
 Рулон из стали с алюмоцинковым покрытием
Рулон из стали с алюмоцинковым покрытием -
 T-образный алюминиевый профиль
T-образный алюминиевый профиль -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
 Алюминиевый уголок
Алюминиевый уголок -
 Двутавровый алюминиевый профиль
Двутавровый алюминиевый профиль -
 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
 Алюминиевый профиль с наружным цилиндрическим выступом
Алюминиевый профиль с наружным цилиндрическим выступом -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Связанный поиск
Связанный поиск- Рулон оцинкованный 0 7
- Теплоизоляционные материалы пенофол
- Материалы и изделия строительные теплоизоляционные гост
- Теплоизоляционные материалы на минеральной основе
- Теплоизоляционные характеристики материалов
- Плотный теплоизоляционный материал
- Расход теплоизоляционных материалов
- Модульное здание из бытовок
- Современные теплоизоляционные материалы в строительстве
- Промышленные теплоизоляционные материалы



