

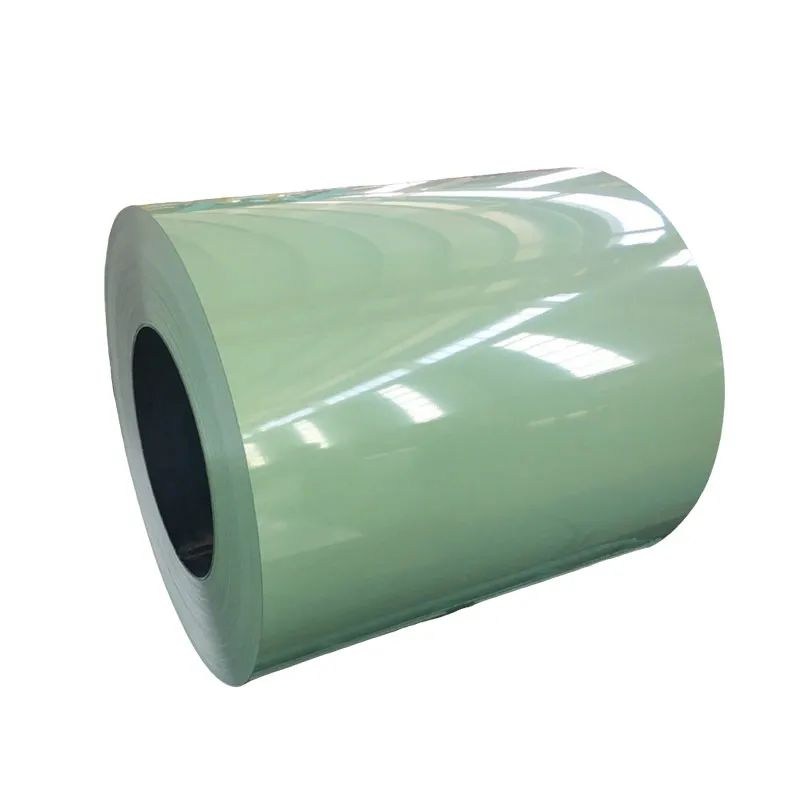
Оцинкованная лента рулонах
Когда говорят про оцинкованную ленту в рулонах, многие сразу думают о простом товаре — купил, размотал, отрезал. Но на практике, особенно в строительстве и производстве металлоконструкций, здесь кроется масса нюансов, которые могут серьезно повлиять на результат. Сам сталкивался с ситуациями, когда лента, казалось бы, по ГОСТу, вела себя непредсказуемо при гибке или резке. Или цинковое покрытие начинало 'сыпаться' уже через полгода на открытом объекте. Это не просто материал, это основа для дальнейших процессов, и подход к нему должен быть соответствующим.
Основные параметры и частые ошибки при заказе
Первое, на что смотрю — это не просто толщина и ширина. Да, они важны, но класс цинкования — вот что часто упускают. Например, для наружных элементов сэндвич-панелей или доборных элементов кровли нужен как минимум класс 140, а лучше 200. Видел, как пытались сэкономить, взяв материал с покрытием 100 г/м2 для отливов на фасаде — через два сезона появились рыжие подтеки. И это в относительно благополучном регионе, не говоря уже о промзонах или приморских территориях.
Второй момент — точность нарезки по ширине. Казалось бы, рулонная лента — это же не лист, тут допуски побольше. Но когда она поступает на линию для производства, скажем, холодногнутых профилей, даже миллиметровый перекос кромки может создать проблемы в формировании замка или стыка. У нас на производстве был случай с партией, где ширина 'гуляла' на ±1.5 мм — пришлось перенастраивать оборудование, терять время. Теперь всегда уточняю этот параметр в ТУ поставщика.
И третье — состояние кромки. Она должна быть ровной, без заусенцев. Особенно критично для ленты, которая потом будет использоваться в автоматических линиях, например, для изготовления элементов крепления или направляющих. Рваная кромка — это риск повреждения роликов станка и, что хуже, травмы оператора при заправке. Всегда прошу предоставить фото или образец из конкретной партии перед крупной закупкой.
Логистика и хранение — неочевидные сложности
Рулоны — штука тяжелая и объемная. Здесь важно не только, как их привезут, но и как хранить до момента использования. Идеальный вариант — поддон, каждый рулон отдельно, в сухом помещении. Но на практике, особенно на стройплощадках, их часто складируют под навесом или даже просто на улице, укрывая брезентом. Это фатальная ошибка. Конденсат, скапливающийся под пленкой или внутри рулона, запускает процесс белой ржавчины даже на качественном цинковом покрытии. Приходилось отбраковывать целые паллеты из-за такого 'хранения'.
Еще один нюанс — маркировка. На рулоне должна быть четкая бирка с указанием толщины, ширины, класса покрытия, марки стали, номера плавки и, что очень важно, направления намотки. Если ее нет или она потерялась, при размотке на скоростной линии может возникнуть 'петля' — материал начнет сходить витками, что чревато не только остановкой, но и деформацией. С некоторыми поставщиками мы специально оговариваем двойную маркировку: бирка + несмываемая краска на торце.
Транспортировка — отдельная тема. При перегрузке вилочным погрузчиком часто повреждают торцы рулонов. Удар о борт машины или другой рулон ведет к вмятине. Казалось бы, мелочь. Но если эта вмятая часть попадает в зону резки или гибки, можно получить бракованную деталь. Поэтому всегда инструктирую логистов: захват только за сердцевину, без бокового давления.
Опыт работы с конкретными производителями и материалами
В нашей практике, когда требуется надежный и стабильный по качеству материал для собственного производства, мы часто обращаемся к проверенным компаниям. Например, для изготовления комплектующих для сэндвич-панелей и профилированных листов мы используем сырье, поставляемое на наш завод. Как производитель, ООО Уху Хуасинь Цайган Цзегоу фокусируется на выпуске строительных материалов, и качество входящего сырья, того же цинка на стальной основе, для нас принципиально. Подробнее о нашем подходе к контролю качества можно узнать на https://www.hxcg.ru.
Работая с лентой для последующего производства холодногнутых профилей, мы выработали свой внутренний регламент приемки. Обязательно проверяем не только сертификаты, но и делаем выборочные замеры толщины покрытия магнитным методом (неразрушающий контроль) и смотрим структуру кромки под лупой. Да, это занимает время, но оно того стоит. Однажды это помогло выявить партию, где цинковое покрытие было неравномерным — в середине рулона норма, а к краям 'сползало' до минимально допустимого значения. Для профиля, который будет нести нагрузку, такой разброс недопустим.
Был и негативный опыт с одним поставщиком, который предлагал 'аналоги' дешевле. Лента по химсоставу вроде подходила, но при гибке под 90 градусов на ребре жесткости давала микротрещины в зоне покрытия. Позже выяснилось, что проблема в режиме охлаждения после цинкования — материал стал слишком хрупким. Пришлось вернуть всю партию. С тех пор для ответственных конструкций работаем только с материалами, технология производства которых нам полностью известна и прозрачна.
Применение в конкретных изделиях и технологические тонкости
Возьмем, к примеру, изготовление соединительных планок или фасонных элементов для тех же сэндвич-панелей. Здесь оцинкованная лента в рулонах — основной материал. Важно, чтобы она была не только прочной, но и обладала хорошей пластичностью. Иначе при формовке сложного профиля (например, элемента примыкания) на внутреннем радиусе покрытие может отслоиться. Мы для таких задач предпочитаем ленту с дифференцированным покрытием — с более толстым слоем цинка на той стороне, которая будет наружной в готовом изделии.
Другой пример — производство крепежных элементов, кронштейнов. Здесь часто требуется штамповка и вырубка. И ключевую роль играет не только цинк, но и сама стальная основа — ее твердость по Бринеллю. Слишком мягкая сталь будет 'тянуться' и заминаться в зоне реза, слишком твердая — потребует частой заточки инструмента и может давать трещины. Подбираем материал под конкретный штамп и толщину металла. Иногда для сложных деталей даже заказываем пробную партию ленты в 2-3 рулонах, чтобы обкатать технологию.
Отдельно стоит сказать о сварке оцинкованной ленты. Если изделие требует сварных швов, то цинк в зоне сварки выгорает, образуя поры и непрочное соединение. Нужно либо предусматривать места под сварку без покрытия (оговаривать это при заказе ленты), либо использовать специальные электроды и тщательно зачищать зону шва, что увеличивает трудозатраты. Чаще стараемся проектировать узлы на механическом креплении или гибке с замком, чтобы избежать сварки по цинку.
Экономика и итоговые соображения
В конце концов, все упирается в соотношение цены, качества и технологичности. Самая дешевая оцинкованная лента может обернуться простоем оборудования, браком готовой продукции и рекламациями от заказчика. Поэтому наш принцип — считать не стоимость тонны на складе поставщика, а стоимость метра готового, качественного изделия, вышедшего с нашего конвейера.
Работа с надежными производителями сырья, такими как наша компания ООО Уху Хуасинь Цайган Цзегоу, позволяет минимизировать риски. Мы, как производитель, понимаем важность стабильных входных параметров для конечного продукта — будь то профилированный лист или элемент каркаса. На нашем сайте hxcg.ru мы подчеркиваем, что специализируемся на производстве строительных материалов, а это начинается с контроля входящего сырья.
Итог прост: оцинкованная лента в рулонах — это не расходник, а полуфабрикат, от которого зависит судьба всей цепочки. Ее выбор — это не задача для закупщика по прайсу, это техническое решение, требующее понимания всего последующего технологического процесса. Мелочей здесь нет. Толщина покрытия, состояние кромки, пластичность, условия хранения — все это в итоге складывается в надежность конструкции, которую мы поставляем заказчику. И на этом экономить нельзя.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства -
 Средний алюминиевый профиль
Средний алюминиевый профиль -
 Прямоугольная профильная труба
Прямоугольная профильная труба -
 Алюмосиликатный теплоизоляционный материал
Алюмосиликатный теплоизоляционный материал -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
 U-образный профиль
U-образный профиль -
 Z-образный профиль
Z-образный профиль -
 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
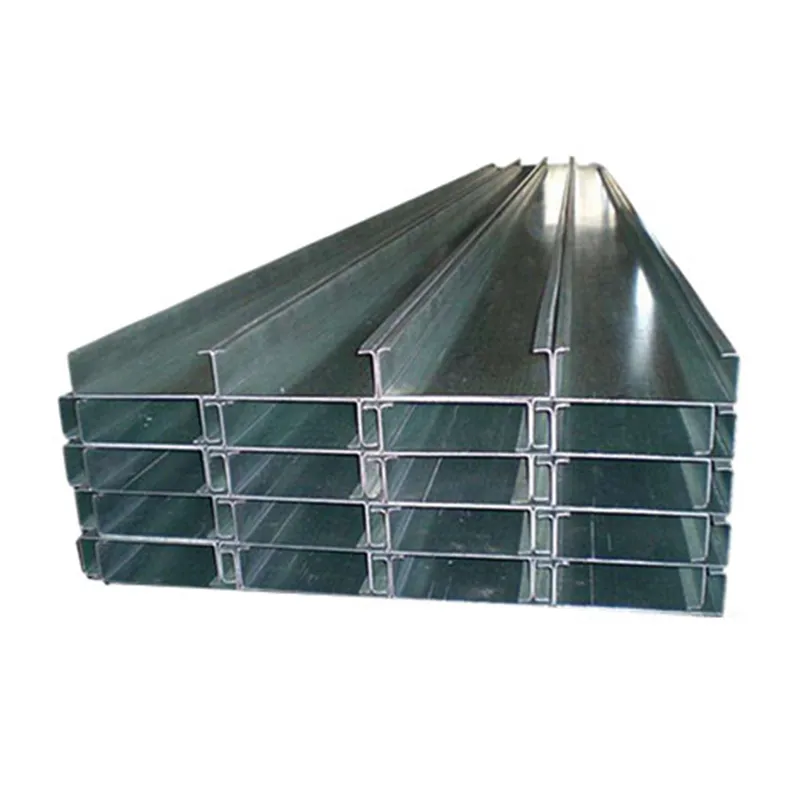 C-образный профиль
C-образный профиль -
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
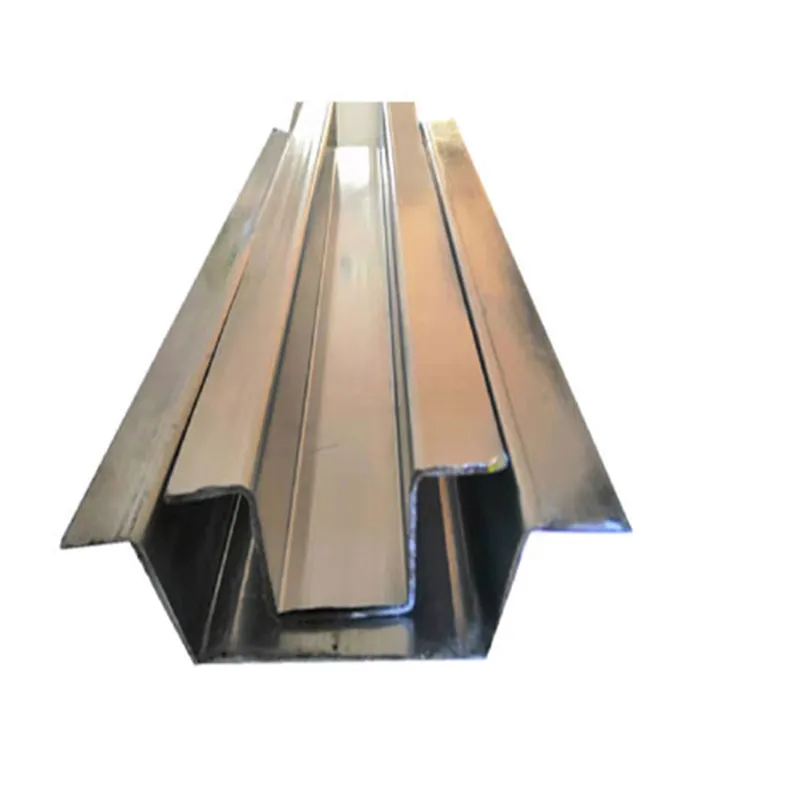 Π-образный профиль (двутавровый)
Π-образный профиль (двутавровый) -
 Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Связанный поиск
Связанный поиск- Теплоизоляционные отделочные материалы
- Теплоизоляционный материал ппэ
- Фасадные теплоизоляционные материалы
- Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
- В качестве теплоизоляционного материала можно использовать
- Алюминий теплоизоляционный материал
- Отделка стен теплоизоляционными материалами
- Теплоизоляционный материал лента
- Сетка рабица оцинкованная рулонах
- Рулон оцинкованный 0.5 с полимерным покрытием



