

Производство теплоизоляционного материала
Когда говорят о производстве теплоизоляционного материала, многие сразу представляют цеха с рулонами минеральной ваты или линии, штампующие пенополистирольные плиты. Это, конечно, основа, но лишь вершина айсберга. На деле, за этими, казалось бы, простыми продуктами стоит целый мир технологических нюансов, сырьевых подвохов и постоянной борьбы за стабильность параметров. Самый частый прокол у новичков в отрасли — думать, что главное это рецептура или оборудование. Нет. Главное — это контроль на каждом этапе, от приемки сырья до упаковки, и понимание, как каждое мелкое отклонение ?аукнется? на конечных характеристиках — теплопроводности, прочности на отрыв слоев, паропроницаемости. Вот об этих подводных камнях и хочется порассуждать, опираясь на то, что видел и к чему приходил методом проб и ошибок.
Сырье: где кроется первая проблема
Начнем с основы. Возьмем, к примеру, производство сэндвич-панелей, где утеплитель — сердцевина продукта. Многие производители, особенно в погоне за снижением себестоимости, начинают экономить на сырье для того же пенополиизоцианурата (PIR) или минераловатного плитного материала. Кажется, что разницы нет — связующее одно, волокно похожее. Но именно здесь и начинаются будущие жалобы на усадку утеплителя в панели, на появление мостиков холода или, что хуже, на проблемы с пожарной безопасностью. Мы в свое время на этом обожглись, пытаясь работать с новым поставщиком каменной ваты. Плиты приходили с идеальной геометрией, но в ходе испытаний на сжимаемость при переменных температурах давали просадку выше нормы. Пришлось возвращаться к проверенному партнеру, теряя время и деньги.
Или другой момент — производство профилированного листа с полимерным покрытием и теплоизоляционным слоем. Казалось бы, приклеил пенополиуретан к металлу — и готово. Но если не выдержать технологическую паузу для полной полимеризации клея и газовыделения из пены, потом гарантированно получишь вздутия и отслоения. Это не теория, это конкретный случай на одной из ранних наших сборок. Пришлось останавливать линию, разбираться, корректировать температурный режим и скорость конвейера.
Кстати, о компании ООО Уху Хуасинь Цайган Цзегоу (https://www.hxcg.ru). Они как раз из тех, кто делает ставку на комплексность. Их профиль — это не только производство теплоизоляционного материала как такового, но и его интеграция в готовые строительные системы: те же сэндвич-панели, профилированные листы, различные профили. Такой подход заставляет по-другому смотреть на процесс. Утеплитель здесь — не самостоятельный товар, а критически важный компонент, чьи свойства должны быть идеально подогнаны под жесткие требования конечного изделия к прочности, весу и долговечности.
Оборудование и ?человеческий фактор?
Купил современную линию — и все проблемы решены? Мечта. Любое, даже самое продвинутое оборудование для производства теплоизоляционного материала требует тонкой настройки и, что важнее, понимающего оператора. Помню, как на линии резки минераловатных плит в размер постоянно был ?гуляющий? допуск. Проверили ножи, программу — все в порядке. Оказалось, проблема в операторе, который, стараясь ускорить процесс, слишком рано снимал давление прижимной балки. Плита, еще не зафиксированная окончательно, смещалась на миллиметр-другой. Мелочь? На одной плите — да. На партии в несколько сотен — брак.
Автоматизация, конечно, спасает, но не от всего. Особенно это касается процессов вспенивания. Датчики контролируют температуру, давление, подачу компонентов. Но если сырьевая партия имеет чуть другую вязкость или влажность (а поставщик не всегда предупреждает), то автоматика, работающая по старой программе, выдаст материал с другой плотностью и, как следствие, с другими теплоизоляционными свойствами. Поэтому технолог или мастер должен постоянно ?щупать? продукт, буквально вручную, и сверять с эталоном. Это не архаизм, это необходимость.
В контексте производства сэндвич-панелей, которое является ключевым для ООО Уху Хуасинь Цайган Цзегоу, роль оператора на этапе склейки вообще трудно переоценить. Нужно следить и за равномерностью нанесения клея, и за точностью позиционирования облицовочных листов, и за давлением в прессе. Малейшая разбалансировка — и панель пойдет в брак или, что страшнее, будет отгружена с внутренним дефектом, который проявится только на объекте через год-два.
Контроль качества: не только протоколы
Лаборатория — это хорошо. Испытания на теплопроводность, горючесть, прочность — обязательно. Но помимо плановых испытаний по ГОСТу, должен работать ежедневный выборочный контроль ?на коленке?. Например, простой тест: берешь образец пенопласта, ломаешь его. Характер излома, звук, структура пузырьков многое скажут опытному специалисту о качестве вспенивания и однородности. Или минераловатная плита: ее можно попробовать ?распушить? на краю. Если волокна выходят легко, а плита сильно пылит — проблемы с количеством связующего.
У нас был период, когда лаборатория стабильно выдавала прекрасные результаты по теплопроводности, но с объектов начали поступать претензии по продуваемости стыков. Оказалось, что при формовке плит PIR по краям образцов для лаборатории создавались идеальные условия, а на основном производстве кромки резались чуть иначе, и там структура ячейки на краю была более открытой. Пришлось корректировать технологию резки и ввести дополнительный контроль кромки у каждой пятой плиты в партии.
Логистика и хранение — последний рубеж
Казалось бы, материал произведен, параметры в норме, можно выдыхать. Ан нет. Как его хранить и перевозить? Минеральная вата боится влаги. Даже герметичная упаковка не спасет, если плиты будут неделю лежать под открытым небом на стройплощадке или в сыром углу склада. Напитавшись влаги, она не только теряет теплоизоляционные свойства, но и увеличивает вес, что критично для тех же сэндвич-панелей.
Пенополистирол и PIR, в свою очередь, чувствительны к ультрафиолету. Длительное воздействие солнца до монтажа приводит к деградации поверхностного слоя, пожелтению и ухудшению прочности. Поэтому на своем производстве мы жестко регламентировали условия хранения: крытые склады с определенным температурным режимом, паллеты не выше определенного яруса, чтобы не деформировать нижние ряды. Это не прихоть, а прямая экономия, сокращающая возвраты и рекламации.
Для компании, которая, как ООО Уху Хуасинь Цайган Цзегоу, поставляет не просто утеплитель, а готовые конструкции, логистика — часть технологической цепочки. Панель должна быть не только правильно изготовлена, но и правильно упакована, закреплена на автотранспорте и разгружена с помощью специального оборудования, чтобы не повредить торцы и замки. Поврежденный замок на сэндвич-панели — это почти гарантированная проблема с герметичностью монтажа на объекте.
Экология и тренды: куда дует ветер
Сейчас все больше внимания уделяется не только эффективности, но и экологичности теплоизоляционного материала. Речь не только о формальных сертификатах, а о реальном составе. Например, переход на связующие с пониженным содержанием фенола в минеральной вате или использование вспенивающих агентов с нулевым потенциалом разрушения озонового слоя (ODP) и низким потенциалом глобального потепления (GWP) в пенопластах. Это уже не маркетинг, а требование рынка, особенно для проектов с зелеными сертификатами типа LEED или BREEAM.
Мы пробовали работать с одной из новых ?зеленых? линеек сырья для PIR. Технические характеристики на бумаге были отличные, но стоимость — выше. Решили сделать пробную партию панелей и предложить нескольким постоянным клиентам. Отклик был неоднозначным: для частного сегмента цена оказалась слишком высокой, а вот несколько крупных девелоперов, работающих над коммерческими проектами премиум-класса, заинтересовались. Вывод: нишевый продукт имеет право на жизнь, но полностью переводить основное производство на него пока рано. Нужно следить за развитием технологий и снижением стоимости.
Еще один тренд — это комбинированные материалы. Не просто слой утеплителя, а готовые системы, где, например, к PIR-плите сразу приклеена пароизоляционная мембрана или отражающий слой. Это ускоряет монтаж и снижает риски ошибок на стройплощадке. Думаю, производителям комплексных решений, таким как HXCG, стоит внимательно смотреть в эту сторону. Ведь их сила именно в умении интегрировать разные материалы в надежную конструкцию.
Вместо заключения: мысль вслух
Так что, производство теплоизоляционного материала — это далеко не конвейер по штамповке ?теплых кирпичей?. Это постоянный баланс между технологией, экономикой, качеством сырья и человеческим вниманием. Можно иметь самое лучшее сырье от мировых лидеров, но испортить его на этапе формовки или хранения. Можно купить немецкую линию, но без грамотных специалистов она будет выдавать посредственный продукт.
Опыт, в том числе и негативный, — самый ценный актив в этом деле. Каждая неудача, каждый возврат, каждая претензия с объекта — это не повод для разборок, а бесценная информация для улучшения процесса. Именно поэтому в отрасли так ценятся люди, которые прошли этот путь от оператора до технолога, которые знают материал не по сертификатам, а на ощупь, на запах, на излом.
И глядя на ассортимент и подход компаний вроде упомянутой, понимаешь, что будущее — за теми, кто рассматривает утеплитель не как отдельный товар, а как системообразующий элемент. Элемент, от которого зависит энергоэффективность, долговечность и безопасность всей постройки. А это уже серьезная ответственность, которая ложится на плечи производителя с самого первого этапа — приемки той самой тонны сырья на склад.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
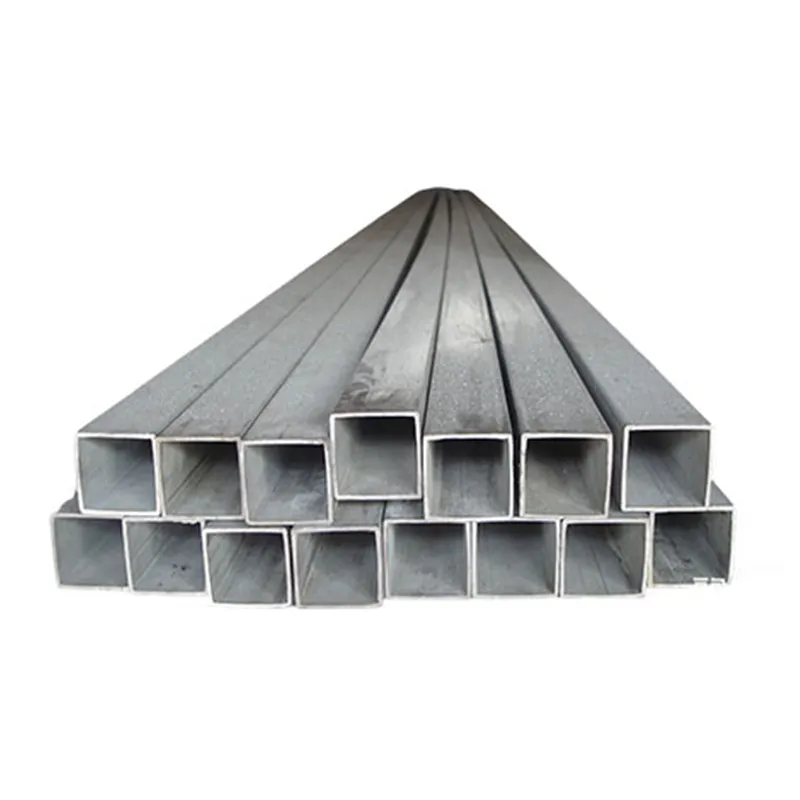 Квадратная профильная труба
Квадратная профильная труба -
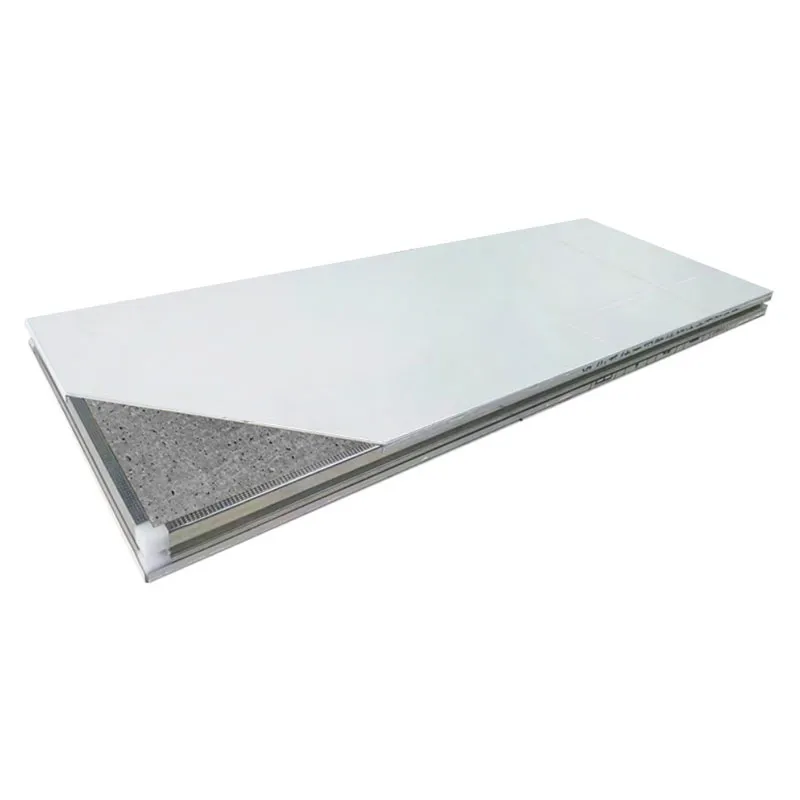 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
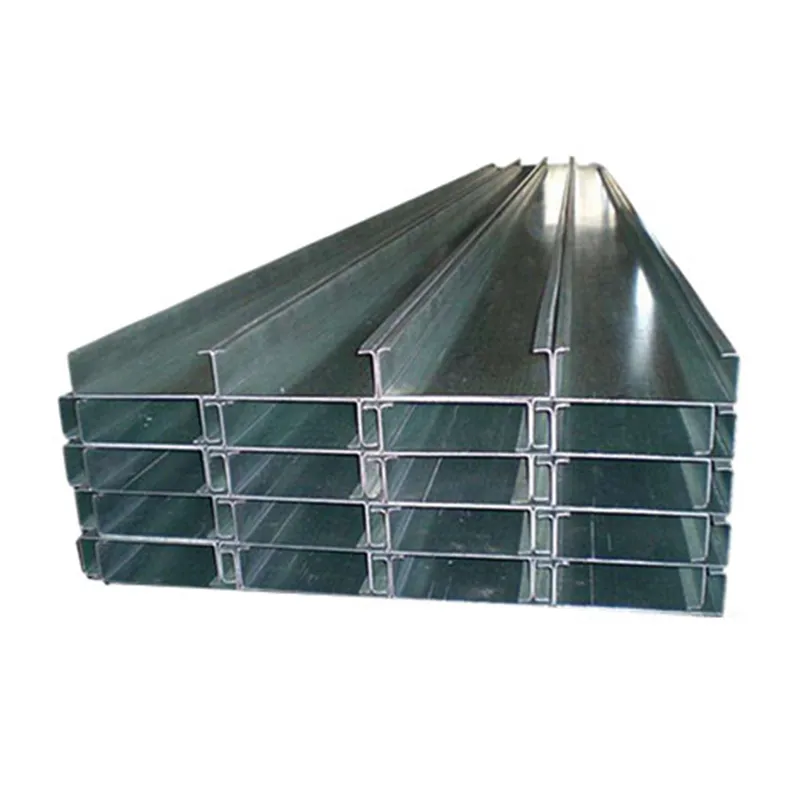 C-образный профиль
C-образный профиль -
 Рулон с резинопластовой теплоизоляцией и цветным покрытием
Рулон с резинопластовой теплоизоляцией и цветным покрытием -
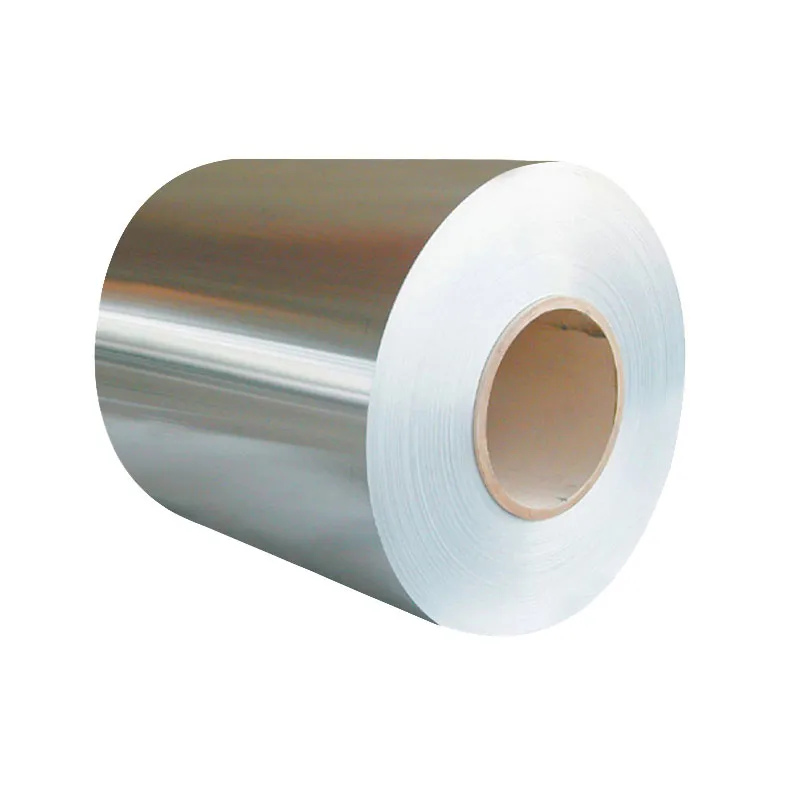 Рулон из стали с алюмоцинковым покрытием
Рулон из стали с алюмоцинковым покрытием -
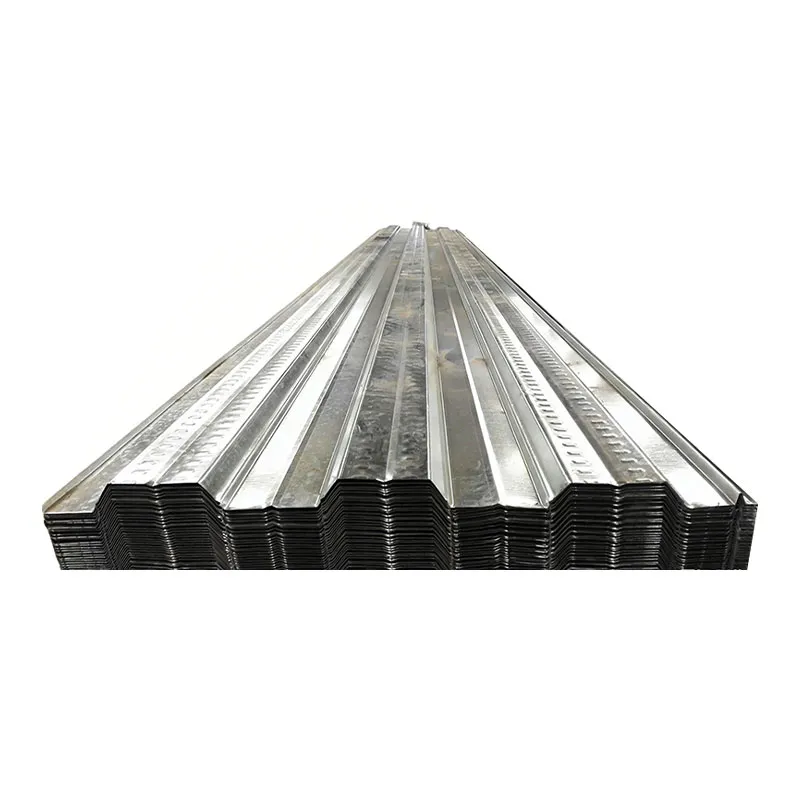 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
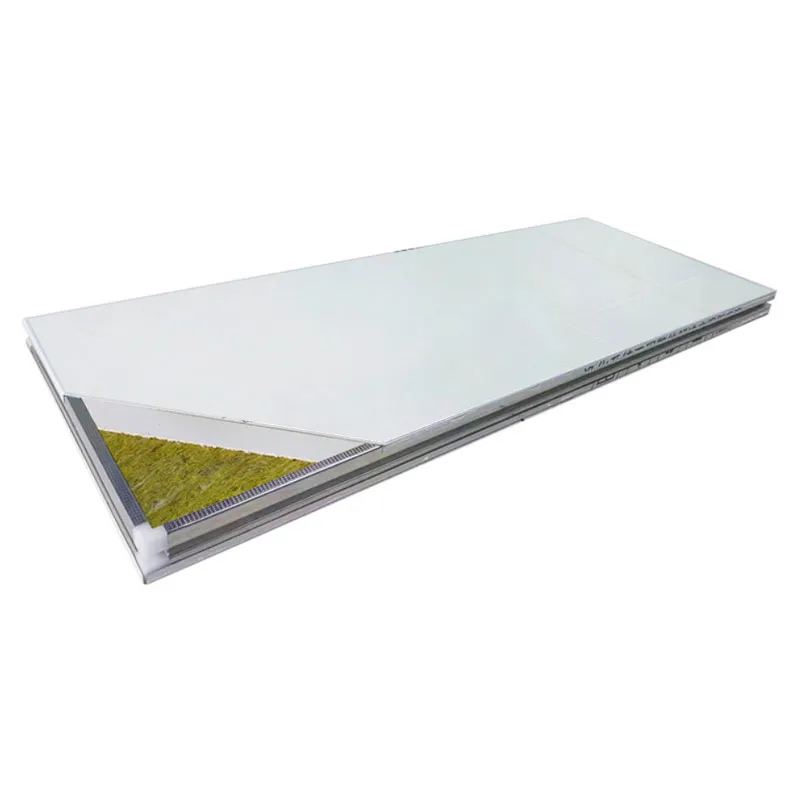
 Сэндвич-панель с каменной ватой механического производства
Сэндвич-панель с каменной ватой механического производства -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
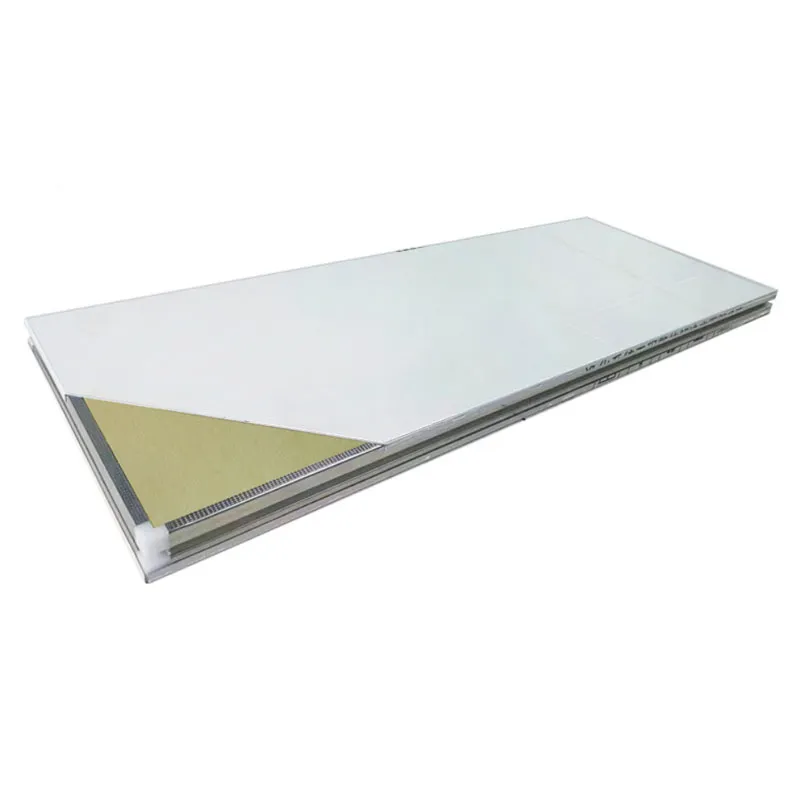
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Сэндвич-панель с полиуретановым сердечником механического производства
Сэндвич-панель с полиуретановым сердечником механического производства -
 Профнастил (кровельный)
Профнастил (кровельный)
Связанный поиск
Связанный поиск- Сэндвич-панель со стекломагниевым сердечником ручного изготовления
- Сетка оцинкованная в рулонах
- Рулон оцинкованный 1250
- Теплоизоляционный материал для стен внутренняя
- 1 использование теплоизоляционных материалов
- Рулоны оцинкованные с покрытием
- Сетка сварная оцинкованная 25 25 в рулонах
- Резинопластовый материал в плитах
- Теплоизоляционные материалы структура
- Вентиляция модульных зданий



