

Рулон металлический оцинкованный
Когда говорят 'рулон металлический оцинкованный', многие сразу представляют себе просто свернутую в бухту сталь с блестящим слоем цинка. Но на практике, особенно в производстве строительных материалов, как у нас на ООО Уху Хуасинь Цайган Цзегоу, это понимание оказывается слишком поверхностным. Разница между 'просто оцинкованным рулоном' и материалом, который действительно пойдет на изготовление надежных профилированных листов или сэндвич-панелей, колоссальна. Тут начинается самое интересное: толщина цинкового покрытия, класс покрытия, состояние поверхности под ним, и, что часто упускают из виду, — внутренние напряжения металла после оцинковки, которые потом аукнутся при профилировании.
Что скрывается под блеском: параметры, которые решают всё
Первое, с чем сталкиваешься при заказе — это маркировка. Видел много случаев, когда покупатели фокусировались только на толщине основы, скажем, 0.5 мм, и полностью игнорировали класс покрытия. А ведь именно от него зависит, сколько лет прослужит кровля или фасад. Мы в работе часто ориентируемся на стандарты, где, к примеру, класс покрытия 140 означает 140 г/м2 цинка с двух сторон. Но даже здесь есть нюанс: равномерность нанесения. Бывало, получали партию, где с одного края рулона покрытие было в норме, а с другого — едва дотягивало до 100. Визуально — всё блестит, а по факту — будущий очаг коррозии.
Еще один критичный момент — пассивация. После оцинковки сталь часто пассивируют хроматами, чтобы предотвратить появление 'белой ржавчины' при транспортировке и хранении. Но качество этой пленки — вещь эфемерная. Помню, однажды запустили в производство рулон с, казалось бы, идеальной поверхностью. А при резке и гибке на линии для холодногнутых профилей стали появляться микротрещины в местах изгиба. Оказалось, пассивирующий слой был слишком толстым и хрупким, он не выдерживал деформации, обнажая основу. Пришлось срочно менять параметры гибки для всей партии, чтобы минимизировать брак.
И конечно, состояние кромки. Казалось бы, мелочь. Но при разматывании рулона на высокой скорости на линии производства сэндвич-панелей, неровная или 'рваная' кромка может привести к смещению полотна и, как следствие, к порче дорогостоящего утеплителя и облицовочных слоев. Это не теоретические страшилки — такое случалось, и потери были ощутимыми. Поэтому теперь при приемке каждый рулон, особенно предназначенный для автоматизированных линий, мы проверяем не только по сертификату, но и визуально, по всей длине кромки.
От рулона к изделию: где теория сталкивается с цехом
Вот рулон принят, стоит на разматывателе. Здесь начинается практическая алхимия. Основной продукт, для которого мы его используем — это, конечно, профилированный лист и элементы для сэндвич-панелей. И здесь ключевой процесс — профилирование. Металл в рулоне имеет память формы, он 'помнит', что был свернут. Иногда, если рулон был смотан с избыточным натяжением или хранился неправильно, при разматывании могут возникать волны или продольные искривления. Это не всегда видно на статичном рулоне, но проявляется при прохождении через первые клети профилегибочного стана.
Температура в цехе — фактор, которому редко уделяют внимание в учебниках. Зимой, если рулон только завезли с мороза и сразу пустили в работу, цинковое покрытие становится более хрупким. Мы на своем опыте вывели простое правило: дать материалу 'акклиматизироваться' в цехе хотя бы сутки. Это снижает риск сколов покрытия на кромках при гибке. Особенно это важно для материала с полимерным покрытием поверх цинка, который мы тоже часто используем, но это уже тема для отдельного разговора.
Скорость подачи и угол входа в первые валки — это всегда поиск компромисса. Слишком быстро — риск проскальзывания и царапин на поверхности. Слишком медленно — потеря производительности. Для разных толщин и марок стали (а в основе рулона может быть и HX220LAD, и DX51D) эти параметры приходится подбирать эмпирически. Универсальных таблиц не существует, есть только журналы настроек, которые ведет мастер смены, и наш накопленный опыт.
Случай из практики: когда 'экономия' на материале обернулась простоем
Хочется привести один показательный пример. Как-то раз, в погоне за снижением себестоимости, было решено закупить партию рулонов металлических оцинкованных у нового поставщика. По документам всё было в порядке: толщина, класс покрытия. Но в спецификации мелкими буквами было указано 'без пассивации'. Мы упустили этот момент.
Партия пришла летом, была складирована на улице под навесом. Через пару недель, когда подошла ее очередь в производство, на поверхности уже проступили первые признаки 'белой ржавчины' — побеление цинка. Рулоны пустили в работу, так как дефект казался чисто косметическим. Однако при профилировании на поверхности готовых листов для фасадных панелей проступили мутные разводы. Клиент, естественно, отказался принимать такую продукцию. Весь объем пришлось пустить на менее ответственные конструкции, а для основного заказа срочно искать другой материал. Простой линии, переналадка, репутационные издержки — 'экономия' обошлась в разы дороже. Этот урок научил нас внимательнее читать спецификации и никогда не пренебрегать дополнительной защитой покрытия, особенно для продукции, которая будет видна, как та же фасадная облицовка.
После этого случая мы ужесточили процедуру входного контроля. Теперь, помимо сертификатов, берем выборочные образцы с края рулона и проводим простейшие тесты, вроде проверки адгезии покрытия или его сопротивления царапинам. Это не лабораторный анализ, но практический барьер для явного брака.
Взаимосвязь с другими продуктами: система, а не отдельный товар
Важно понимать, что рулон металлический оцинкованный для нас — не конечный продукт, а сырье. Его характеристики напрямую диктуют возможности по производству других изделий. Например, для изготовления несущих холодногнутых/горячекатаных профилей каркаса требуется рулон с более высоким пределом текучести стали-основы. Иначе профиль не будет держать расчетную нагрузку. А для внешней облицовки сэндвич-панелей, наоборот, важнее пластичность и идеальное качество поверхности, так как здесь работают больше на эстетику и защиту от атмосферных воздействий.
На нашем сайте https://www.hxcg.ru мы, конечно, не пишем обо всех этих производственных тонкостях. Там представлена готовая продукция: те же сэндвич-панели или профлист. Но за каждым наименованием в каталоге стоит именно эта работа: выбор правильного рулона, настройка оборудования, контроль на каждом переходе. Потребитель видит готовую панель, а для нас она начинается с той самой бухты оцинкованной стали, которую мы тщательно отбираем и с которой потом 'ведем диалог' на протяжении всего технологического цикла.
Иногда к нам обращаются с вопросами, можем ли мы изготовить панель с нестандартной формой профиля или особыми требованиями к жесткости. Первое, что мы делаем в таком случае — анализируем, какой именно рулонный материал сможет обеспечить эти параметры после деформации. Часто ответ кроется не в толщине, а в марке стали и способе ее прокатки.
Вместо заключения: мысль вслух о качестве
Так что, возвращаясь к началу. Рулон металлический оцинкованный — это далеко не унифицированный полуфабрикат. Это сложный материал, чье поведение в производстве предсказать на 100% невозможно только по бумагам. Нужен глазомер, нужен опыт, а иногда — и готовность быстро менять настройки на ходу, если партия ведет себя не так, как предыдущая. Именно эта 'непредсказуемость' и делает работу живой, а не рутинной.
Для таких производителей, как наша компания ООО Уху Хуасинь Цайган Цзегоу, надежность конечного продукта закладывается именно здесь, на этапе выбора и работы с рулонной сталью. Можно иметь самое современное оборудование для производства профилированных листов, но если на входе будет материал с скрытыми дефектами, результат разочарует. Поэтому мы продолжаем учиться на каждом новом рулоне, на каждой удачной и не очень партии, постепенно накапливая тот самый практический опыт, который и отличает просто изготовление от грамотного производства.
И да, следующий раз, глядя на блестящую бухту оцинковки, я наверняка снова задумаюсь не о ее стоимости за тонну, а о том, как она поведет себя на разматывателе, какие профили из нее получатся и сколько лет простоит конструкция, в которую она в итоге превратится. В этом, пожалуй, и заключается профессиональный взгляд на, казалось бы, обычный материал.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
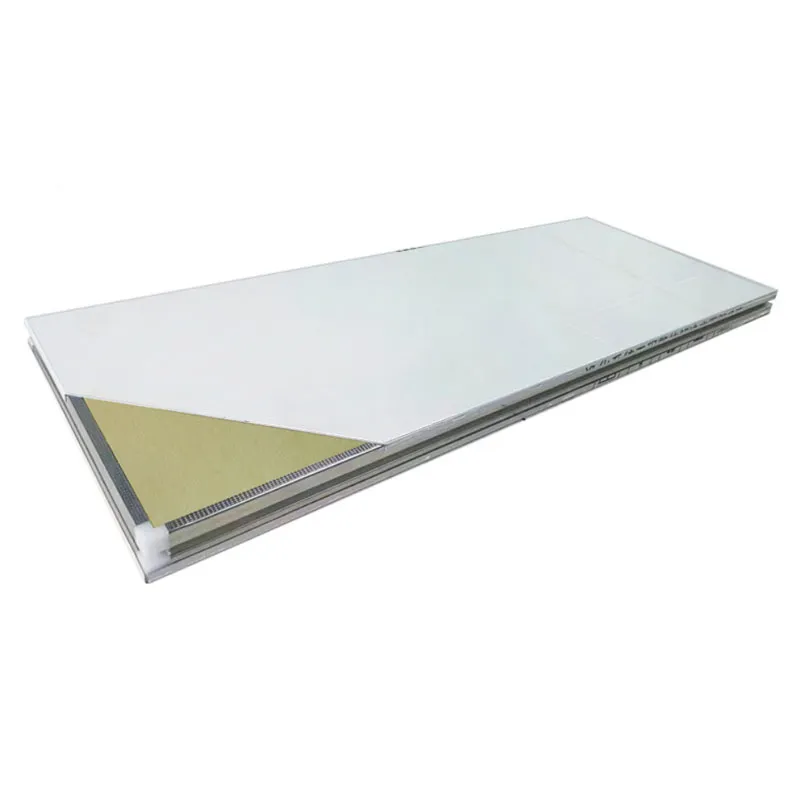
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Прозрачный кровельный лист (поликарбонатный)
Прозрачный кровельный лист (поликарбонатный) -
 Складной контейнер (модульное здание)
Складной контейнер (модульное здание) -
 Алюминиевый профиль с наружным цилиндрическим выступом
Алюминиевый профиль с наружным цилиндрическим выступом -
 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
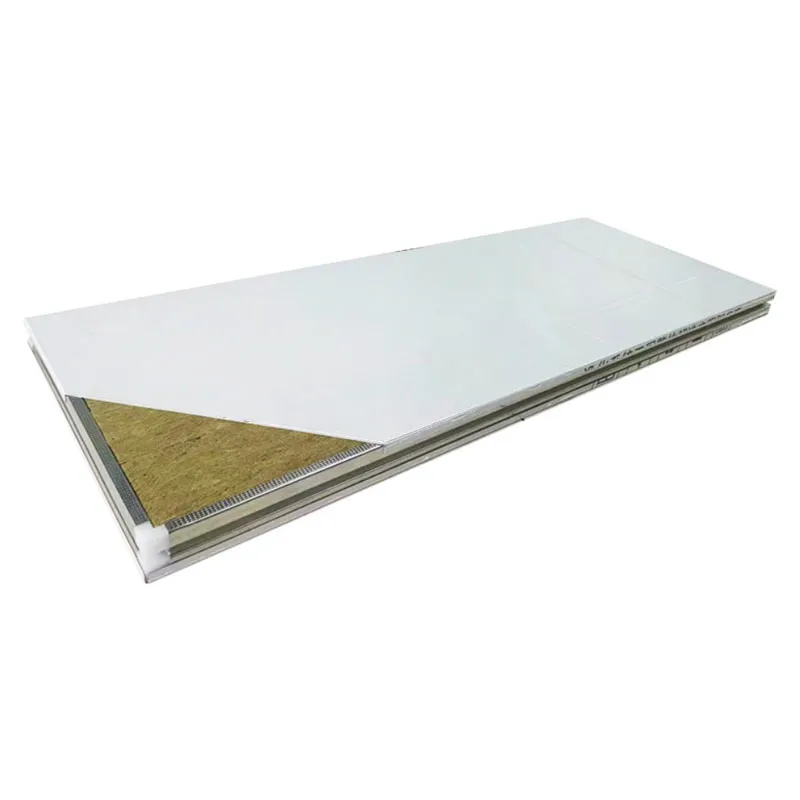 Сэндвич-панель с каменной ватой ручного изготовления
Сэндвич-панель с каменной ватой ручного изготовления -
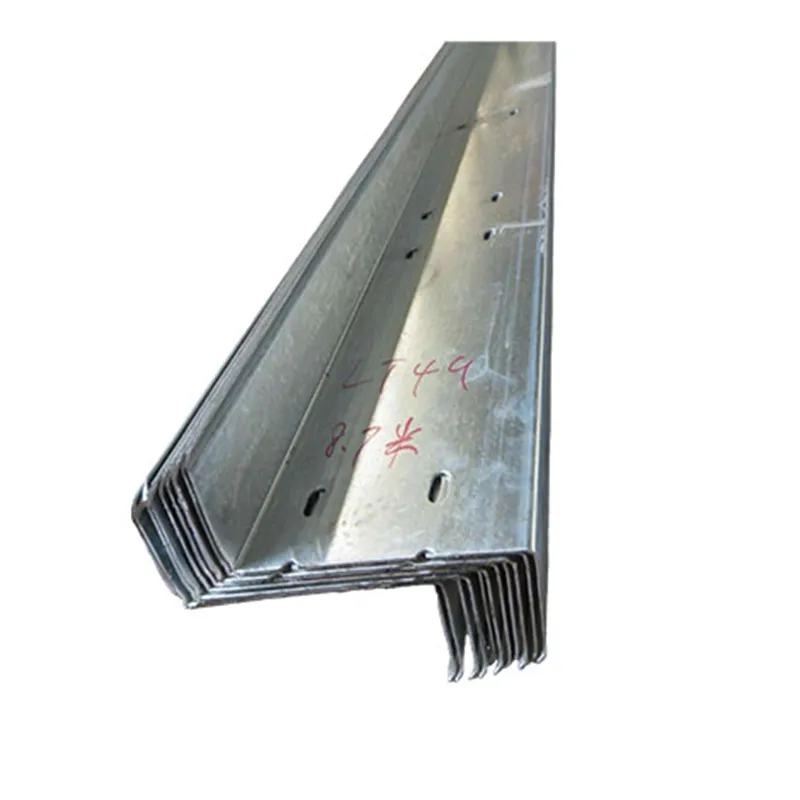 Z-образный профиль
Z-образный профиль -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
 Средний алюминиевый профиль
Средний алюминиевый профиль -
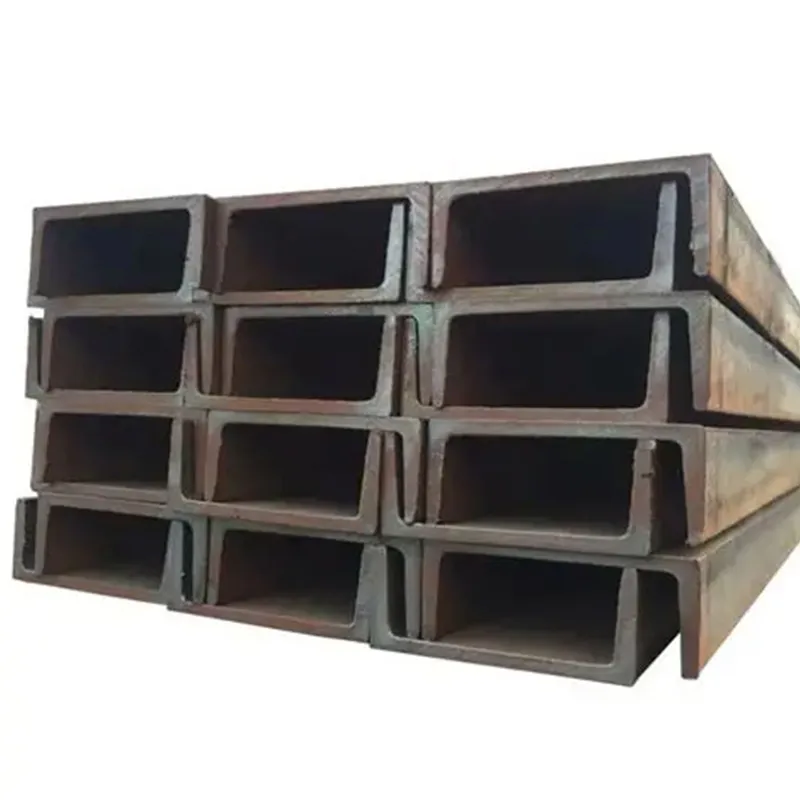 Швеллер
Швеллер -
 Прямоугольная профильная труба
Прямоугольная профильная труба -
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления
Связанный поиск
Связанный поиск- Теплоизоляционный материал 8
- Сетка оцинкованная в рулонах
- Алюминий теплоизоляционный материал
- Рулон оцинкованный 1250
- Самые теплоизоляционные материалы
- Тонкий теплоизоляционный материал
- 7 теплоизоляционных материалов
- Ширина теплоизоляционного материала
- Экструзионные теплоизоляционные материалы
- К рыхлым теплоизоляционным материалам относят



