

Рулон оцинкованного металла
Когда говорят ?рулон оцинкованного металла?, многие представляют себе просто свернутую в цилиндр сталь с блестящим покрытием. Но в этом-то и кроется первый подводный камень. На практике, между ?оцинковкой в рулоне? и тем, что из неё потом получается — огромная дистанция, усеянная нюансами по выбору, хранению и, главное, дальнейшей переработке. Слишком часто видел, как заказчик, сэкономив на марке или толщине цинкового слоя, потом годами латает кровлю или фасад. Или когда рулон, неправильно размотанный на линии, даёт волну, и весь тираж профилированного листа идёт в брак. Вот об этих практических деталях, которые редко пишут в сухих спецификациях, и хочу порассуждать.
Что на самом деле скрывается за цифрами в маркировке
Берёшь в руки паспорт на рулон оцинкованного металла — там целый набор цифр: толщина основы, класс покрытия, разнотолщинность. Для непосвящённого это просто данные. Но, например, обозначение 0.5 мм — это не абсолют. По ГОСТу или EN допуск может быть ±0.06 мм, а это уже серьёзно. Для производства сэндвич-панелей, где важен точный замок, или для профилирования на высокой скорости такая ?игра? в толщине может привести к проблемам с геометрией готового продукта. Поэтому мы в работе всегда закладываем технологический запас и требуем от поставщиков, будь то отечественные комбинаты или, скажем, материал для специфичных задач, чёткого контроля по этому параметру.
А цинковое покрытие… Здесь классическая ошибка — считать, что чем оно толще, тем всегда лучше. Классы от 100 до 275 г/кв.м. — это не просто цифры на ценнике. Для внутренних элементов конструкций, не подверженных агрессивной среде, достаточно 120-140. А вот для фасадных кассет или кровельных картин в приморских регионах — минимум 180, а лучше с дополнительным пассивированием или полимерным слоем. Помню случай на одном объекте в промышленной зоне: сэкономили, взяли рулон с классом 100 для подшивов свесов. Через два года — первые рыжие потёки. Пришлось менять. Кажущаяся экономия в 8-10% вылилась в двойные расходы.
И ещё момент — качество оцинкованной поверхности. Бывает блестящая, бывает матовая (спанглайт). Это не эстетика, а технология. Матовая поверхность, полученная методом минимальной шлифовки, часто лучше для последующего нанесения полимерных покрытий, адгезия выше. Но если рулон предназначен для изготовления доборных элементов, которые будут видны, заказчик может захотеть именно равномерный блеск. Нужно смотреть в техзадание конечного изделия. На нашем производстве ООО Уху Хуасинь Цайган Цзегоу для разных линеек продукции — сэндвич-панелей, профилированного листа — мы используем разное сырьё, и этот выбор всегда начинается с оценки именно рулонного материала.
Логистика и хранение: где рождается большинство дефектов
Идеальный рулон оцинкованного металла с завода-производителя может быть безнадёжно испорчен к моменту подачи на разматыватель. Основные враги — механические повреждения при транспортировке и конденсат. Деформация кромки (?замятие?) из-за неправильной строповки — приговор. Такой рулон будет ?плясать? при размотке, нож гильотины или профилегибочный станок будет получать неравномерную подачу, рез или гиб пойдут криво. Видел, как водители, чтобы сэкономить время, скидывали рулоны с фуры краном ?на удачу?. После такого даже внутренние витки могли получить вмятины, невидимые снаружи.
Второй бич — конденсат. Рулон — это плотная бухта. Если его привезли с холодного склада в тёплый цех и сразу не пустили в работу, внутри витков выпадает роса. А вода на цинке — это начало коррозии, так называемые ?белые потёки? или даже точечная ржавчина. Особенно критично для материала, который пойдёт на покраску без обезжиривания. У нас на https://www.hxcg.ru в разделе для партнёров даже есть памятка по приёмке и первичному хранению рулонов. Первое правило — дать материалу акклиматизироваться в цехе не менее суток перед распаковкой. Кажется мелочью, но это строго обязательно.
Хранение на складе — только на торцах, на деревянных поддонах, никаких ?лёжа?. И штабелирование не более двух ярусов, иначе нижние рулоны деформируются под весом. Это базовые вещи, но на новых складах или при авральных загрузках ими частенько пренебрегают. Результат — потом долгие разбирательства с поставщиком, кто виноват: производитель металла или перевозчик. Чаще всего — нарушение правил обращения на стороне получателя.
Профилирование и резка: тонкости переработки
Когда рулон попадает на линию, начинается самое интересное. Разматыватель должен быть точно отцентрован. Если он стоит криво, материал будет подаваться под углом, и на выходе из прокатного стана получится не профилированный лист, а нечто винтообразное. Настройка первого клетя — ключевой момент. Оператор с опытом по звуку размотки и по поведению полосы может определить натяжение. Слишком сильное — растянет металл, исказит калибр, слишком слабое — полоса будет болтаться и морщиться.
А сам процесс гибки… Тут многое зависит от качества исходного рулона. Неоднородность механических свойств (предел текучести) по длине рулона — скрытый дефект, который вылезает уже на готовом изделии. Лист может иметь разную упругую отдачу (пружинить), и геометрия профиля в начале и в конце рулона будет отличаться. Для ответственных конструкций, тех же несущих профилей или элементов фасадных систем, это недопустимо. Мы для своей продукции холодногнутые профили берем рулоны только с выборочным контролем механических свойств от поставщика, пусть это и дороже.
Ещё один практический нюанс — обрезка кромки. Часто её снимают, чтобы убрать возможные микротрещины или неровности с краёв рулона. Но ширина этой обрезки — это прямые убытки, метраж металла в отход. Надо найти баланс между качеством кромки готового профлиста и экономией. При больших объёмах, как на нашем производстве, даже 5 мм лишней обрезки по всей длине рулона выливаются в тонны потерянного материала в месяц. Поэтому технологи постоянно работают над оптимизацией этого параметра.
Специфика для разных конечных продуктов
Не бывает универсального рулона. То, что идеально для профнастила марки Н75, может быть не лучшим выбором для тонкой стеновой панели или для сэндвич-панели. Для сэндвича, например, критична плоскостность. Если в рулоне была внутренняя напряжённость, после профилирования и соединения с утеплителем панель может ?повести? винтом. Устранить такой брак почти невозможно, только утилизировать. Поэтому для такого продукта мы используем рулоны, прошедшие дополнительную правку на стане у производителя, что, конечно, сказывается на цене.
Для изготовления доборных элементов (планок, отливов, уголков) часто используют рулоны меньшей ширины. И здесь важен не только внешний вид, но и пластичность металла. Сложный гиб на 180 градусов для капельника требует от материала хорошей способности к деформации без образования микротрещин в слое цинка на внешнем радиусе. Иногда для таких целей лучше подходит рулон с более мягкой сталью, хотя её несущая способность ниже.
А вот для несущих горячекатаные профили, которые мы также производим, подход другой. Часто используется не просто оцинкованный, а предварительно огрунтованный рулон (например, с цинк-ламельным покрытием). Это даёт дополнительную защиту от коррозии в местах реза и сверления, что критично для каркасов зданий. Но работа с таким материалом накладывает ограничения на скорость резки (чтобы не оплавить грунт) и требует другого инструмента.
Взаимодействие с поставщиками и контроль
Опыт научил, что доверять нужно, но проверять обязательно. Даже у проверенного поставщика металла бывают ?провалы? в качестве. Поэтому входной контроль — не формальность. Выборочный замер толщины не только в центре, но и у кромок, визуальная оценка поверхности на отсутствие царапин, наплывов цинка, проверка чёткости маркировки на торце — обязательный ритуал. Иногда полезно сделать пробную размотку одного рулона из партии, чтобы оценить, как он ведёт себя на разматывателе.
Очень важно иметь прямые каналы связи с технологами завода-изготовителя металла. Не с менеджерами по продажам, а именно с производством. Когда возникает аномалия — например, нехарактерный рисунок кристаллизации цинка (большие блестящие ?цветы?) или повышенная твёрдость — нужно оперативно выяснять причину. Возможно, это просто особенность плавки, а возможно — нарушение режима на цинковании. От этого зависит, пускать ли всю партию в работу на ответственные изделия или перевести её на менее критичные задачи.
Сайт нашей компании, ООО Уху Хуасинь Цайган Цзегоу, для клиентов — это витрина готовой продукции. Но за каждой позицией в каталоге — именно такая кропотливая работа с сырьём, с тем самым рулоном. От его выбора и грамотной обработки на 90% зависит, будет ли профилированный лист десятилетиями стоять на крыше или начнёт капризничать уже через пару лет. И в этом, если вдуматься, и заключается основная работа производителя: не просто гнуть металл, а понимать его с самого начала, с той самой стальной бухты, покрытой слоем цинка.
Соответствующая продукция
Соответствующая продукция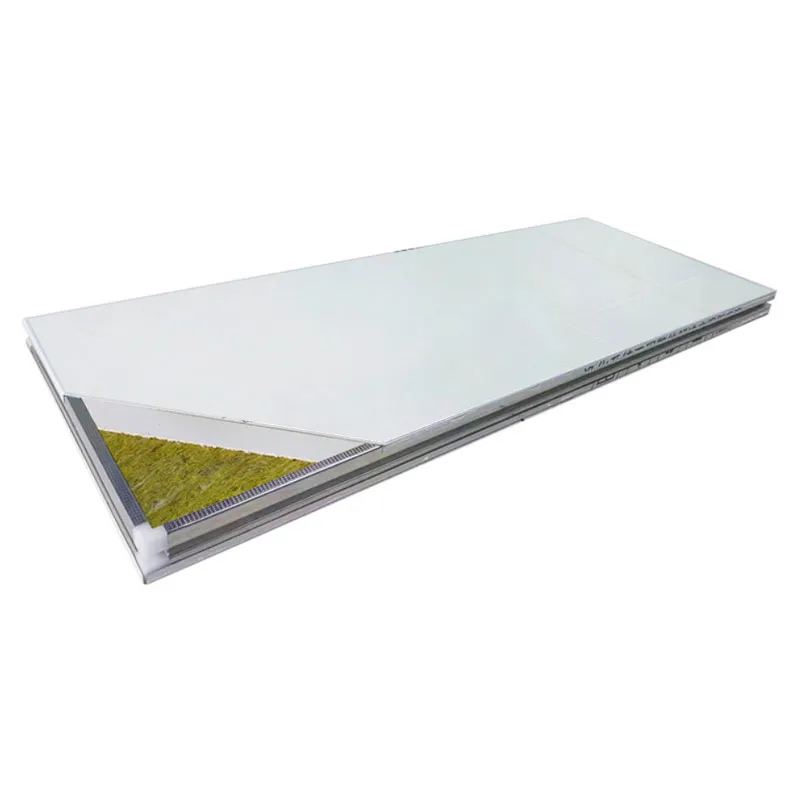





Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Алюминиевый профиль для полотна распашных дверей
Алюминиевый профиль для полотна распашных дверей -
 Каменная вата
Каменная вата -
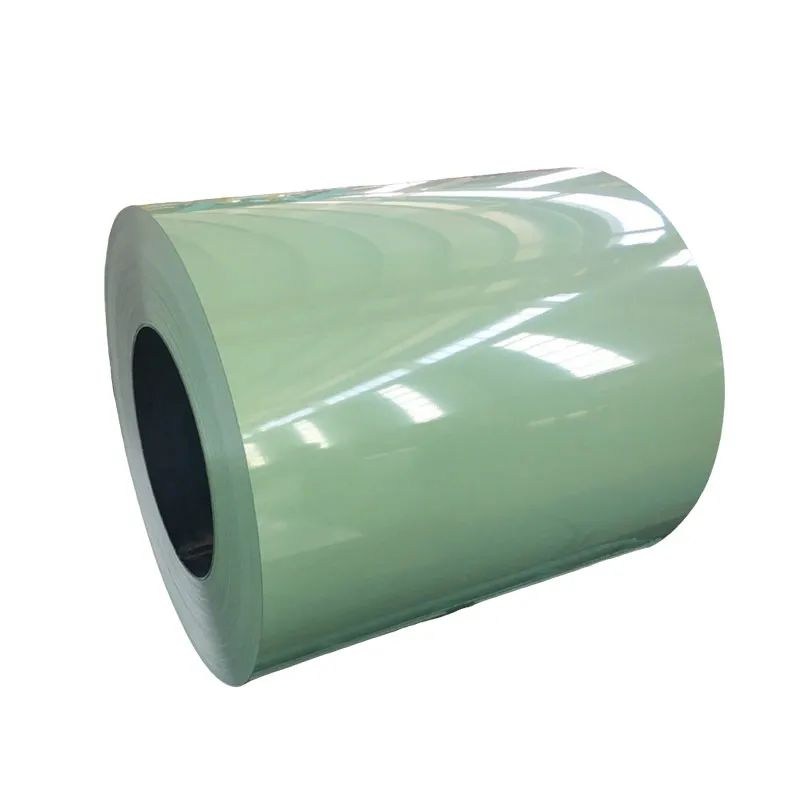 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
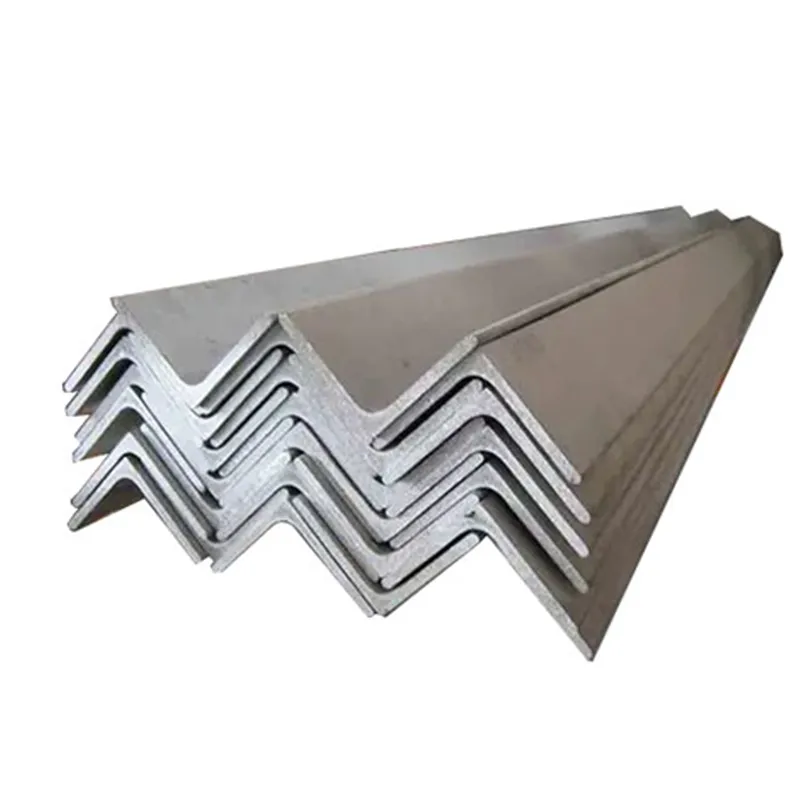
 Алюминиевый уголок
Алюминиевый уголок -
 Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства
Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства -
 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Сэндвич-панель с полиуретановым сердечником механического производства
Сэндвич-панель с полиуретановым сердечником механического производства -
 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием -
 Профнастил (кровельный)
Профнастил (кровельный) -
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
 T-образный алюминиевый профиль
T-образный алюминиевый профиль
Связанный поиск
Связанный поиск- Стеновые теплоизоляционные материалы
- Сыпучий теплоизоляционный материал
- Сэндвич-панель с каменной ватой ручного изготовления
- Блочно модульное здание контейнерного типа
- Теплоизоляционные композиционные материалы
- Эффективный теплоизоляционный материал
- Каменная вата в рулонах 100мм
- Оцинкованная лента рулонах
- Производство теплоизоляционного материала
- Теплоизоляционные материалы требования



