

Рулон оцинкованной стали 1 мм
Когда говорят ?рулон оцинкованной стали 1 мм?, многие сразу думают о стандартном товаре, который везде одинаков. Но на деле, даже в такой, казалось бы, базовой позиции, нюансов — масса. Толщина, класс цинкования, ширина рулона, состояние кромки — всё это не просто цифры в спецификации, а то, что в цеху или на объекте выльется либо в экономию времени и средств, либо в головную боль. Сам много лет работаю с металлом, и именно про оцинковку толщиной в миллиметр могу сказать: это тот самый ?рабочий калибр?, который и в кровле, и в профилях, и в сэндвичах встречается чаще всего. Но вот почему-то именно с ним и ошибаются чаще — экономят на том, на чём нельзя, или, наоборот, переплачивают за избыточные характеристики.
Толщина — это не только цифра
Возьмём ту самую толщину — 1 мм. В паспорте может быть написано 1.0, но по факту при замере микрометром получается 0.96-0.98. Это нормально? Для многих задач — да, это допустимый минусовой допуск по ГОСТу или ТУ. Но если вы, например, гнёте профиль для несущей конструкции, то эта разница в 20-40 микрон может повлиять на предел текучести готового изделия. Я сталкивался, когда заказчик жаловался на ?мягкость? профиля, а при проверке партии оказалось, что металл был в нижнем пределе допуска по толщине, да ещё и с неравномерностью по ширине рулона.
Поэтому сейчас всегда уточняю у поставщика: толщина номинальная или минимальная? Особенно это критично для дальнейшего профилирования. Кстати, у ООО Уху Хуасинь Цайган Цзегоу в спецификациях на их сайте hxcg.ru обычно указывают именно минимальную гарантированную толщину, что для инженерных расчётов удобнее. Они как производитель сэндвич-панелей и профилей понимают, что их клиентам — строителям — важна предсказуемость материала.
И ещё момент: сам рулон. Плотность намотки, твёрдость сердечника. Бывало, получали рулон, который при размотке на линии начинал ?петь? — вибрировать и деформироваться по кромке. Проблема была как раз в неравномерном натяжении при намотке у производителя стали. Пришлось сбавлять скорость размотки, терять в производительности. Так что толщина — это лишь начало истории.
Цинкование: вес покрытия и его реальная жизнь
С классом цинкования — отдельная песня. Все знают про 120, 180, 275 г/м2. Для рулона оцинкованной стали 1 мм, который пойдёт, допустим, на стеновые профилированные листы без покраски, часто берут класс 120-140. Казалось бы, достаточно. Но если объект находится даже в 100 км от моря, или в промышленной зоне, этого может не хватить. Видел, как через пару лет на таких листах появлялись первые ?звёздочки? рыжего подплёночного коррозии.
Поэтому для ответственных объектов, даже для внутренних конструкций, но с риском конденсата, теперь советую не опускаться ниже 180 г/м2. Да, дороже. Но дешевле, чем переделывать. Кстати, у того же Хуасинь в ассортименте есть как раз сталь с разным классом цинкования, что логично для производителя, который делает и сэндвич-панели для холодильников (там защита критична), и профиль для быстровозводимых зданий.
Важен не только вес, но и качество самого цинкового слоя: равномерность, адгезия. Была партия, где при гибке на ребре цинк отслаивался мелкими чешуйками. Лаборатория показала — проблема в подготовке поверхности перед цинкованием. После этого мы стали требовать не только сертификат, но и тестовые образцы для контрольного гнутья. Мелкое производство на такое часто забивает, а крупные, как ООО Уху Хуасинь Цайган Цзегоу, обычно имеют более стабильный процесс и контроль на выходе.
Ширина и кромка: неочевидные потери
Ширина рулона — кажется, тут всё просто: заказал 1250 мм, получил 1250 мм. Но нет. Во-первых, есть понятие ?полезной ширины? после обрезки кромок. Если кромка неровная, с наплывами цинка или мелкими зазубринами, резец на линии профилирования будет быстрее изнашиваться, а сама кромка может стать очагом коррозии. Приходится обрезать больше, чем планировали — отсюда перерасход.
Во-вторых, сама геометрия рулона. Идеальный рулон — это цилиндр. Но если он имеет бочкообразную форму или конусность, при размотке на скоростной линии будет ?бегать? по сторонам, что может привести к обрыву или порче покрытия. Мы как-то получили партию с конусностью в 5 мм на всю ширину — пришлось вручную корректировать положение на ходу, кошмар.
Оптимальная ширина часто зависит от конечного продукта. Для производства сэндвич-панелей, как у Хуасинь, вероятно, используют широкие рулоны, которые затем режут на нужные форматы. А для изготовления доборных элементов или сложных профилей может быть выгоднее работать с узкими рулонами, чтобы меньше было отходов при раскрое. Это к вопросу о том, что выбирать поставщика стали лучше с оглядкой на его стандартные типоразмеры — подходят ли они под ваше оборудование.
Взаимосвязь с конечным продуктом: пример с профилем
Вот конкретный пример из практики. Берём наш рулон оцинкованной стали 1 мм с цинкованием 180. Пускаем его на линии холодного гнутья для производства несущего С-образного профиля. И здесь вылезают все скрытые дефекты. Если в стали есть внутренние напряжения (бывает из-за неправильного режима прокатки или охлаждения), профиль после гибки может ?скручиваться? пропеллером или иметь пружинящий эффект.
Однажды столкнулись с тем, что стойки каркаса не хотели становиться ровно в уровень. Винили монтажников, а оказалось — геометрия профиля из-за неоднородности металла. Спасла только замена партии стали. Теперь, прежде чем запускать большую партию в производство, делаем пробный прогон 2-3 рулонов и проверяем готовые профили на стенде.
Производители готовых строительных изделий, такие как ООО Уху Хуасинь Цайган Цзегоу, наверняка сталкиваются с этим постоянно. Их продукция — те же сэндвич-панели или профилированные листы — это уже финишный продукт для клиента. Любой дефект основы уйдёт к ним в брак. Поэтому они, как ответственный производитель, должны иметь жёсткий входной контроль стали, в том числе и на технологичность — как она будет вести себя именно в их конкретном технологическом процессе.
Кстати, на их сайте видно, что они делают и холодногнутые профили. Значит, для них важна такая характеристика стали, как равномерность механических свойств по длине рулона. Иначе партия профилей будет разной жёсткости.
Цена, логистика и итоговый выбор
Всё упирается в стоимость, да. Но цена рулона — это не только цифра за тонну. Это ещё и стоимость логистики (вес-то приличный), стоимость разгрузки-погрузки, стоимость места на складе. Рулон оцинкованки 1 мм — штука немаленькая и тяжёлая. Если брать напрямую с завода-изготовителя стали, может быть дешевле, но придётся ждать и брать целую машину. Если у локального дистрибьютора — быстрее, можно взять меньше, но будет наценка.
Здесь как раз преимущество у компаний, которые, как Хуасинь, являются крупными потребителями. Они закупают сталь большими объёмами напрямую с металлургических комбинатов, поэтому могут получить и лучшую цену, и гарантировать стабильность поставок для своего производства. Для нас, как для более мелких игроков, иногда выгоднее купить готовый профилированный лист у них, чем возиться с закупкой рулонов и организацией своего профилирования, если объёмы не гигантские.
В итоге, выбор всегда комплексный. Нет идеального рулона оцинкованной стали 1 мм. Есть оптимальный для конкретной задачи, оборудования, бюджета и сроков. Главное — не гнаться за абсолютной дешевизной и не забывать требовать документы и делать свои выборочные проверки. И смотреть на опыт коллег-производителей, которые, как ООО Уху Хуасинь Цайган Цзегоу, уже прошли этот путь от выбора сырья до готовой конструкции и знают, на каких параметрах нельзя экономить. Их ассортимент — от профилей до сэндвич-панелей — косвенно говорит о том, что они работают со сталью, которая должна отвечать довольно разным, иногда противоречивым требованиям. А это хороший индикатор.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Алюминиевый уголок
Алюминиевый уголок -
 Каменная вата
Каменная вата -
 Резинопластовый теплоизоляционный материал
Резинопластовый теплоизоляционный материал -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
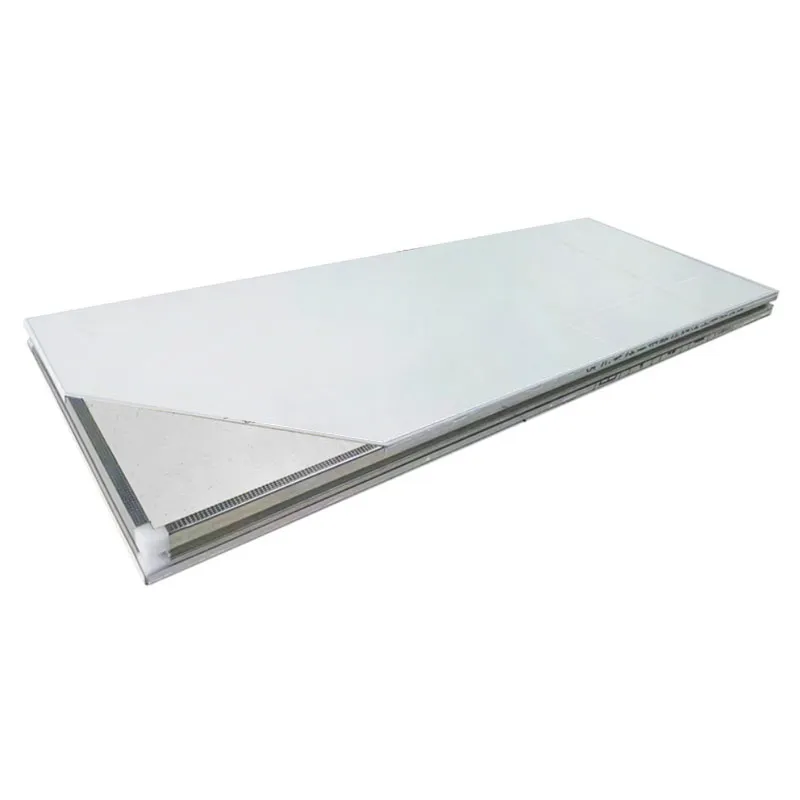 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
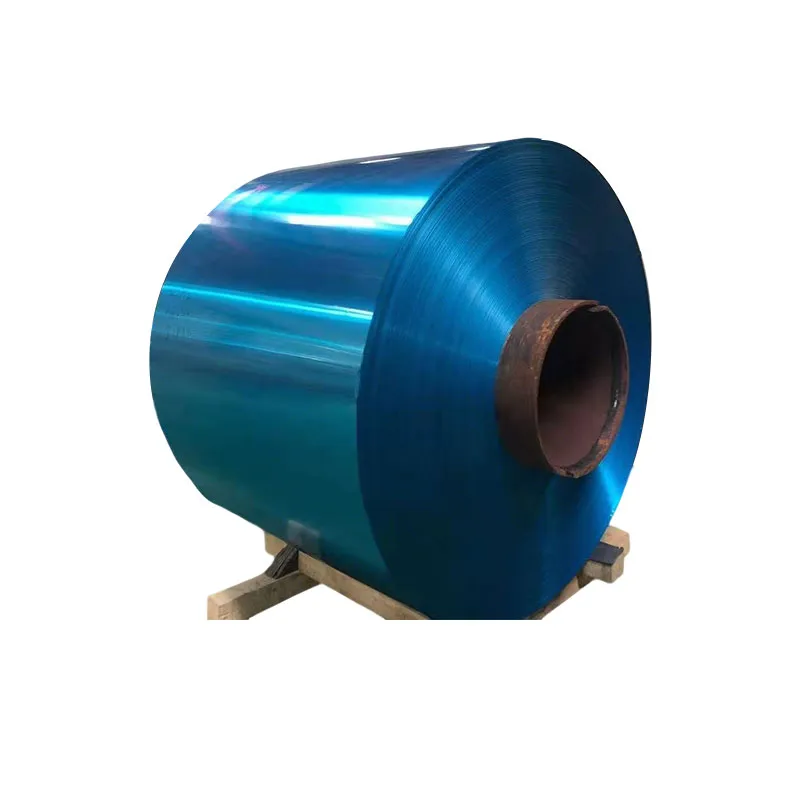 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием -
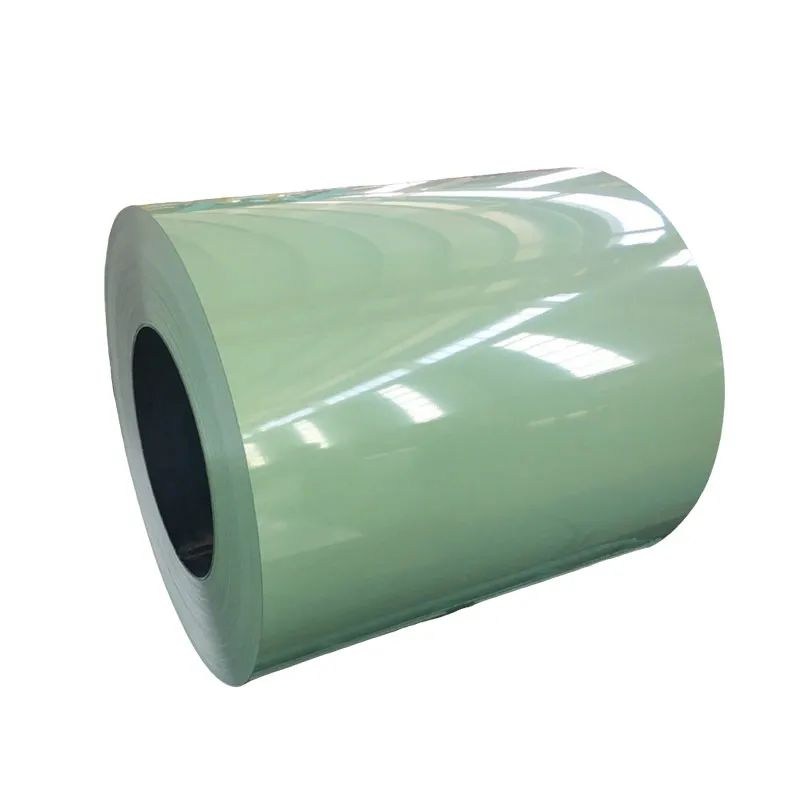 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
 Алюмосиликатный теплоизоляционный материал
Алюмосиликатный теплоизоляционный материал -
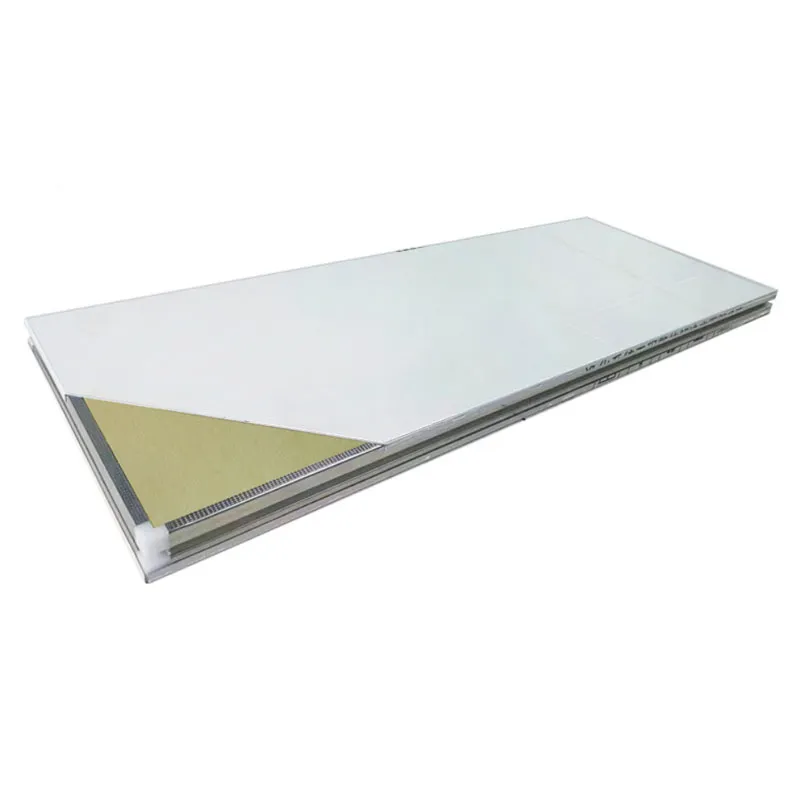 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 Складной контейнер (модульное здание)
Складной контейнер (модульное здание) -
 Алюминиевый швеллер
Алюминиевый швеллер
Связанный поиск
Связанный поиск- Рулон оцинкованный 08пс
- Модульное здание женской консультации
- Теплоизоляционные материалы бывают
- Пенобетон теплоизоляционные материалы
- Инновационные теплоизоляционные материалы
- Профнастил
- Теплоизоляционные материалы фасад
- Стеклянная вата в трубных оболочках
- Гибкие теплоизоляционные материалы
- Строение и свойства теплоизоляционных материалов



