

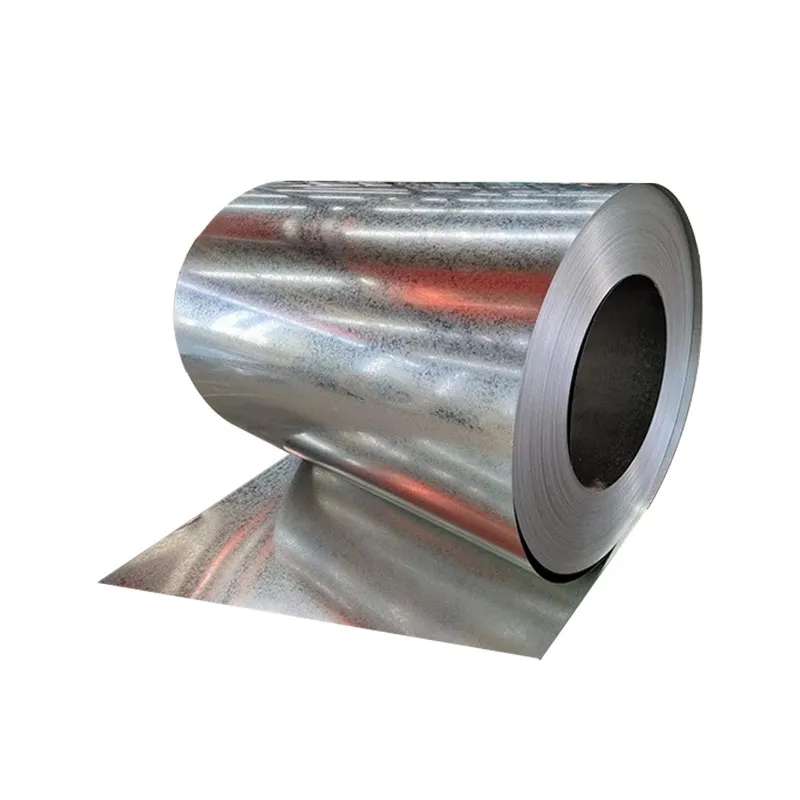
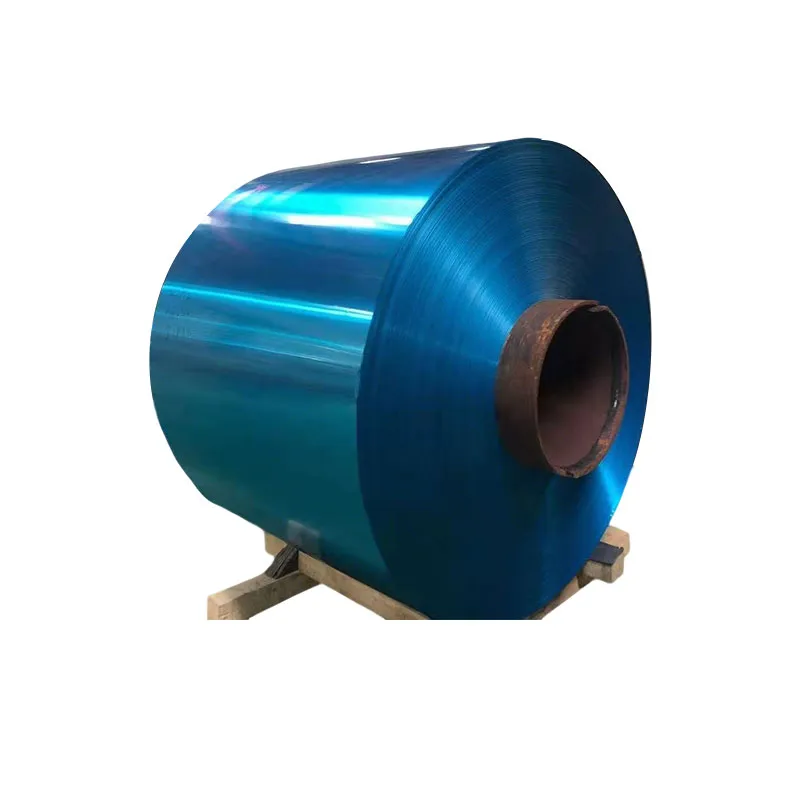
Рулон оцинкованный окрасить
Когда слышишь ?рулон оцинкованный окрасить?, многие сразу представляют просто покраску готового листа. Но в реальности, если говорить о промышленных масштабах, особенно в производстве сэндвич-панелей или профнастила, процесс начинается гораздо раньше — с самого рулона. И здесь кроется первая ошибка: думать, что можно взять любой оцинкованный прокат и нанести покрытие. Нет, подготовка поверхности — это 80% успеха. Я много раз видел, как попытки сэкономить на предварительной обработке или на самой оцинковке приводили к отслоению краски через сезон-другой. Особенно в наших условиях, с перепадами температур и влажностью.
Почему именно рулон, а не лист?
В нашем цеху, на производстве ООО Уху Хуасинь Цайган Цзегоу, мы давно перешли на технологию окрашивания в рулоне. Логика простая: экономия на энергоресурсах и более равномерное, контролируемое покрытие по всей длине металла. Когда красишь уже готовый профилированный лист, всегда есть риск непрокраса в углублениях профиля, да и сама линия работает медленнее. А здесь — размотал рулон, провел через линию очистки, пассивации, грунтовки и покраски, затем снова смотал. Получается готовый окрашенный оцинкованный рулон, который потом можно отправлять на профилирование или изготовление сэндвич-панелей.
Но и тут не всё гладко. Качество цинкового покрытия самого рулона — основа. Если цинковый слой неравномерный или имеет следы окисления (так называемая ?белая ржавчина?), то даже самая лучшая краевая система не спасет. Адгезия будет слабой. Мы однажды получили партию рулонов с завода-поставщика, вроде бы по ГОСТу, но визуально — пятнистые. Решили рискнуть, пропустили через линию. Результат? На контрольных образцах при испытании на изгиб краска отходила чешуйками. Пришлось всю партию возвращать. Урок: входной контроль металла — святое.
И еще момент по толщине цинка. Для фасадных систем, для кровельного профнастила, который будет эксплуатироваться в агрессивной среде (промзоны, приморские регионы), нужно брать рулон с массой цинкового покрытия от 180 г/м2 и выше. Меньше — только для внутренних перегородок или временных сооружений. Многие заказчики пытаются сбить цену, просят использовать материал полегче. Но мы всегда настаиваем на предоставлении техкарт с рекомендациями по классу покрытия. Потом претензий не будет.
Линия окрашивания: тонкости, которые не в инструкции
Наша линия конвейерной окраски, если честно, собиралась ?с миру по нитке?: часть узлов — немецкие, система нанесения порошковой краски — итальянская, а печь полимеризации — своя, доработанная. И вот эта ?доработка? — это как раз тот опыт, который ни в одном мануале не прочитаешь. Например, температура в печи. Для разных типов полимерных покрытий (полиэстер, пурал, пластизол) она должна быть разной, но главное — равномерность прогрева по всей ширине рулона. Если где-то есть ?холодная зона?, полимеризация пройдет не полностью, покрытие будет мягким и нестойким.
А еще влажность в цехе. Казалось бы, причем тут она? Оказалось, что напрямую влияет на качество пассивационного слоя перед грунтовкой. Если воздух слишком влажный, на подготовленную поверхность металла может осесть конденсат, и связка ?металл-грунт? будет нарушена. Пришлось устанавливать дополнительные осушители в зоне подготовки. Это та деталь, о которой мы узнали только после того, как на готовых панелях клиента в Сочи через год появились мелкие пузырьки.
Сама краска — тоже история. Мы работаем с несколькими поставщиками порошковых составов. Важно не только цвет по каталогу RAL, но и укрывистость, и эластичность. Для материала, который потом будет гнуться в профиль, эластичность критична. Был случай с заказом на темно-коричневый профлист. Краска от проверенного поставщика вдруг дала микротрещины на ребрах жесткости после профилирования. Оказалось, партия была с измененной рецептурой, более хрупкой. С тех пор на каждую новую партию краски делаем тестовый прогон и испытание на изгиб и удар.
От рулона к изделию: где могут проявиться дефекты
Итак, рулон окрашен, сошел с линии, проверен. Казалось бы, продукт готов. Но основные проблемы часто проявляются на следующем этапе — при профилировании или нарезке для холодногнутых профилей. Ножи гильотины или валки профилегибочного станка могут повредить покрытие, если неверно выставлено давление или затупилась кромка резака. На месте реза образуется незащищенный край металла. Это потенциальный очаг коррозии.
Поэтому мы всегда инструктируем операторов станков: после переналадки на новую толщину или тип покрытия обязательно делать пробный прогон и осматривать кромку. А для критически важных объектов, вроде фасадных кассет, мы даже практикуем ручную обработку кромки специальной защитной мастикой. Трудоемко, но надежно. Информацию о таких технологических нюансах мы иногда выкладываем на https://www.hxcg.ru, чтобы клиенты понимали, за что платят.
Еще один момент — транспортировка и хранение окрашенных рулонов. Их нельзя хранить под открытым небом, даже в полиэтилене. Конденсат под пленкой — убийца покрытия. У нас на складе поддерживается постоянный микроклимат. И при погрузке используются мягкие стропы, чтобы не поцарапать поверхность. Мелочь? Нет. Один глубокий царапин до металла сводит на нет всю многослойную защиту.
Практический кейс: кровля для логистического комплекса
Хочу привести пример из практики. Был крупный заказ на изготовление кровельного профнастила с покрытием пурал для логистического комплекса под Казанью. Заказчик требовал гарантию 25 лет на покрытие. Мы взяли за основу рулон оцинкованный с покрытием 275 г/м2, класс цинкования Z275. Краска — пурал матовый, толщиной 50 мкм.
На этапе пробного запуска заметили незначительную шагрень на поверхности — мелкую апельсиновую корку. Стали разбираться. Оказалось, проблема в скорости подачи рулона в зоне напыления порошковой краски и небольшом сквозняке от вентиляции. Скорость скорректировали, вентиляционные отверстия временно прикрыли. Повторный прогон дал идеально ровную поверхность.
Но главный тест был после монтажа. Через два года мы выезжали по плановому осмотру. Покрытие держалось идеально, цвет не выгорел. Заказчик остался доволен. Этот опыт подтвердил, что важно контролировать не только основные параметры, но и внешние факторы в цеху. А также то, что для долгосрочных объектов экономить на толщине цинка и качестве полимера — себе дороже.
Вместо заключения: мысли вслух о будущем процесса
Сейчас много говорят о новых, более экологичных системах подготовки поверхности, например, без использования хроматов в пассивации. Мы пробовали такие решения. Пока что их стойкость в условиях агрессивных промышленных выбросов вызывает вопросы. Но направление перспективное, будем следить и тестировать.
И еще наблюдение: рынок требует все более индивидуальных решений. Не просто рулон окрасить в синий цвет, а с особыми эффектами — металлик, антиграффити-покрытия, самоочищающиеся поверхности. Это требует модернизации линий и сотрудничества с химиками-технологами. Для компании вроде нашей, ООО Уху Хуасинь Цайган Цзегоу, которая позиционирует себя как производитель комплексных решений в строительных материалах, это вызов. Но именно здесь и кроется возможность отстроиться от конкурентов, предлагая не просто металл, а гарантированную долговечность конструкции.
Так что фраза ?рулон оцинкованный окрасить? для нас — это не одно действие, а длинная цепочка взаимосвязанных процессов, каждый из которых требует внимания, опыта и иногда интуиции. Идеального рецепта нет, есть наработанная практика и понимание, где можно сэкономить, а где — ни в коем случае.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Рулон из нержавеющей стали
Рулон из нержавеющей стали -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления -
 Алюминиевый профиль для полотна распашных дверей
Алюминиевый профиль для полотна распашных дверей -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Рулон из стали с алюмоцинковым покрытием
Рулон из стали с алюмоцинковым покрытием -
 Транспортабельный модульный контейнер (модульное здание)
Транспортабельный модульный контейнер (модульное здание) -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Уголок
Уголок -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
 U-образный профиль
U-образный профиль -
 Z-образный профиль
Z-образный профиль -
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Связанный поиск
Связанный поиск- Инновационные теплоизоляционные материалы
- Рулон оцинкованный 0.5 мм
- Специальные теплоизоляционные материалы
- Быстровозводимые блочно модульные здания
- Поставка модульных зданий
- К рыхлым теплоизоляционным материалам относят
- Классификация теплоизоляционных материалов
- Сталь оцинкованная 0.5 мм рулон
- Рулоны оцинкованные 1500
- Отмотка рулона оцинкованного



