

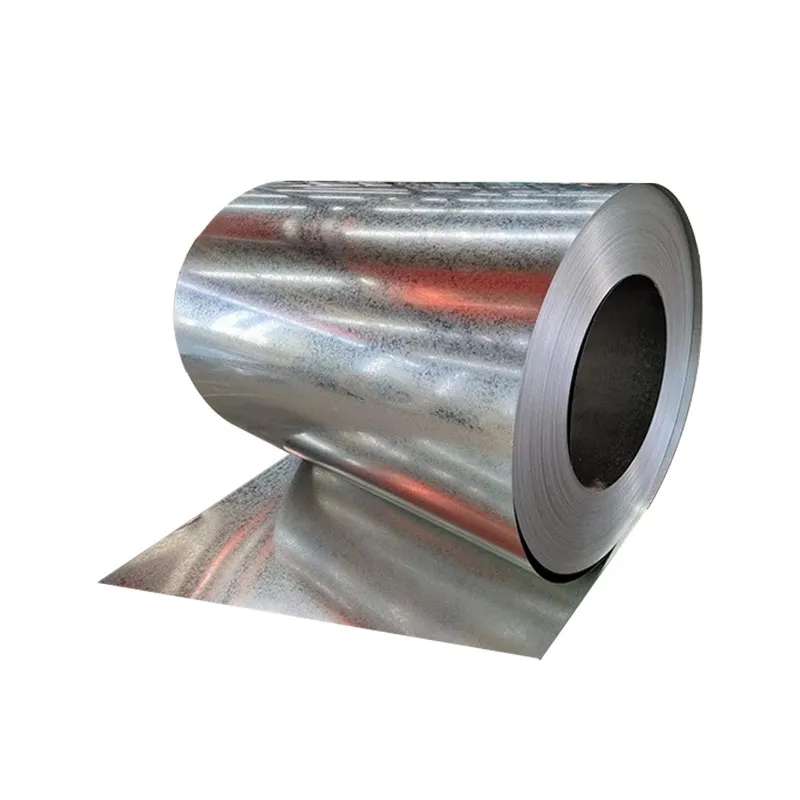
Рулон оцинкованный перфорированный
Когда слышишь ?рулон оцинкованный перфорированный?, многие сразу представляют себе просто лист с дырочками. На деле же это целая история с подводными камнями, где и толщина цинка, и шаг перфорации, и даже направление прокатки играют роль. Часто заказчики, особенно в начале, фокусируются только на цене за тонну, а потом удивляются, почему материал ведёт себя не так на линии или коррозия появляется раньше срока.
От рулона до продукта: что скрывает процесс
Основной момент, который многие упускают — это связь между исходным оцинкованным рулоном и конечной перфорацией. Не каждый оцинкованный материал одинаково хорошо перфорируется. Если цинковое покрытие слишком мягкое или, наоборот, хрупкое, при штамповке могут появляться заусенцы или микротрещины по краям отверстий. Это не просто эстетический дефект — такие места становятся очагами для ржавчины. Сам видел, как партия с классом покрытия 100, но от непроверенного поставщика, начала ?рыжеть? по кромкам отверстий уже через полгода на открытом складе.
Здесь как раз важно, кто производитель основы. Мы, например, в работе часто используем сталь от проверенных металлургических комбинатов, а для некоторых ответственных проектов сотрудничаем с производителями вроде ООО Уху Хуасинь Цайган Цзегоу. Их профиль — это как раз производство строительных материалов, включая профилированные листы и холодногнутые профили, а значит, они понимают требования к исходному металлу. Не реклама, а констатация: когда знаешь, что основа для твоего перфорированного рулона сделана на том же оборудовании и с тем же контролем, что и материал для несущих конструкций, — это даёт определённую уверенность в качестве.
Ещё один практический нюанс — ширина рулона. Под заказ часто нужны нестандартные ширины для минимизации отходов при дальнейшем раскрое. Но не каждый станок может аккуратно перфорировать рулон шириной, скажем, 1250 мм без риска перекоса узора. Приходится балансировать между возможностями оборудования и пожеланиями клиента. Иногда проще и дешевле для заказчика взять стандартную ширину и смириться с обрезком, чем платить за перенастройку линии и рисковать геометрией.
Перфорация: узор имеет значение
Сама перфорация — это отдельная наука. Круглые отверстия — это только вершина айсберга. На деле, выбор формы (квадрат, шестигранник, щель) и рисунка напрямую влияет на конечные свойства: процент открытой площади, жёсткость полотна, светопропускание, акустические характеристики. Для фасадных экранов, например, важен и эстетический вид, и способность выдерживать ветровую нагрузку. Помню проект, где требовался декоративный экран с высокой светопрозрачностью. Рассчитали на круглые отверстия, но в макете выглядело ?скучно?. Перешли на комбинацию шестигранников разного размера — и визуально интереснее, и жёсткость листа из-за более частого расположения рёбер между отверстиями даже повысилась.
Но здесь таится ловушка. Сложный узор — это не только дороже в производстве (больше износ инструмента, ниже скорость прокатки), но и требует более качественного исходного металла. Материал с неоднородной твёрдостью может давать неровные, ?рваные? кратия у сложных фигур. Поэтому для художественной перфорации мы всегда настаиваем на материале с гарантированными механическими свойствами, даже если это увеличивает стоимость. Дешевле один раз переплатить за хорошую сталь, чем потом разбираться с рекламациями из-за брака.
Информацию о возможностях и, что важно, ограничениях по типам перфорации полезно смотреть прямо у производителя. На том же сайте https://www.hxcg.ru можно понять, с какими материалами работает компания, и косвенно оценить их технологическую базу. Если производитель выпускает сложные холодногнутые профили, значит, и с точностью позиционирования для перфорации у него, скорее всего, порядок.
Цинкование: миф о ?чем толще, тем лучше?
С цинкованием связано много мифов. Главный — что чем толще слой цинка, тем однозначно лучше и долговечнее. Это не всегда так. Во-первых, есть разница между чистым цинковым покрытием и покрытием с добавками, типа ZnMgAl (цинк-магний-алюминий), которое при меньшей толщине может давать лучшую защиту от коррозии кромки. Для перфорированного оцинкованного материала защита кромки реза/отверстия — это критически важно.
Во-вторых, слишком толстый слой цинка (например, класс 275 и выше) делает металл более пластичным, что может быть проблемой при высокой скорости перфорации — материал начинает ?тянуться? вокруг пуансона, образуя нежелательный буртик. Для некоторых применений, например, для фильтрующих элементов, где важна чистота отверстия, это недопустимо. Приходится искать компромисс между коррозионной стойкостью и технологичностью обработки.
На практике мы часто используем для стандартных задач материал с покрытием 120-140 г/м2. Этого достаточно для большинства внутренних работ и для внешних под навесом. А вот для фасадов или уличного оборудования уже смотрим в сторону 180 г/м2 или тех самых покрытий с добавками. Один раз попробовали сэкономить, поставив на уличные шумозащитные экраны материал с покрытием 100 — через два года в местах с повышенной влажностью и солевой нагрузкой (близость к дороге) появились первые точки коррозии. Пришлось переделывать. Урок усвоен.
Логистика и работа с заказом: неочевидные сложности
Казалось бы, получил рулон, продырявил его, отгрузил. Но нет. Рулон оцинкованный перфорированный — продукт достаточно деликатный. Его нельзя бросать, края рулона легко помять, а вмятины на материале уже не исправить. Упаковка — отдельная головная боль. Полиэтиленовая плёнка часто рвётся в пути, особенно при междугородних перевозках. Перешли на усиленную стретч-плёнку и жёсткие уголки на торец рулона — количество рекламаций по транспортировке упало почти до нуля.
Ещё один момент — хранение. Оцинкованный материал, даже перфорированный, нельзя хранить в одном помещении с химически активными веществами. Пары кислот или щелочей могут запустить процесс ?белой ржавчины? — побеления и потускнения цинкового покрытия. Видел такое на одном складе, где неподалёку хранили удобрения. Рулоны с виду целые, но поверхность потеряла блеск и защитные свойства местами ослабли.
Работа с конкретными производителями, которые понимают эти риски, упрощает жизнь. Когда знаешь, что компания вроде ООО Уху Хуасинь Цайган Цзегоу сама является производителем строительных материалов, логично предположить, что они на своих мощностях соблюдают нормальные условия хранения и для исходной стали, и знают, как правильно упаковать готовый прокат для отправки. Это не гарантия, но важный фактор при выборе поставщика полуфабриката.
Вместо заключения: мысль по ходу дела
Так что, рулон оцинкованный перфорированный — это далеко не элементарный продукт. Это результат стыка металлургии, машиностроения (для перфорации) и практического инжиниринга. Каждый проект заставляет заново взвешивать: толщину основы, класс цинкования, рисунок и размер перфорации, условия эксплуатации. Готовых решений из учебника нет, есть наработанный опыт, часто на своих ошибках.
Сейчас, глядя на новый заказ для вентилируемого фасада, снова листаю спецификации. Тут и прочность важна, и внешний вид, и цена. Возможно, стоит рассмотреть комбинированный вариант — основу от надёжного завода, а обработку на проверенном месте. Главное — не гнаться за абстрактной ?дешевизной?, а считать общую стоимость владения, включая монтаж и будущее обслуживание. Материал должен работать, а не просто быть купленным по самой низкой цене в прайсе.
И да, полезно иногда заглядывать на сайты производителей, не для копирования, а для понимания их логики. Вот смотрю описание продукции на hxcg.ru — видно, что компания фокусируется на строительных материалах. Значит, их подход к контролю качества, вероятно, будет заточен под нужды строительства: стабильность геометрии, соответствие заявленным механическим свойствам. А это как раз то, что нужно для хорошего перфорированного рулона, который потом пойдёт в дело, а не на склад брака.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Стеклянная вата
Стеклянная вата -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
 Резинопластовый теплоизоляционный материал
Резинопластовый теплоизоляционный материал -
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства -
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Уголок
Уголок -
 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
 Сэндвич-панель с каменной ватой механического производства
Сэндвич-панель с каменной ватой механического производства -
 Алюминиевый профиль с наружным цилиндрическим выступом
Алюминиевый профиль с наружным цилиндрическим выступом -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
Связанный поиск
Связанный поиск- Теплоизоляционный материал сырье
- Листовой теплоизоляционный материал
- Гидроизоляционные теплоизоляционные материалы
- Теплоизоляции теплоизоляционные материалы
- Рулон оцинкованный 0 45
- 1 использование теплоизоляционных материалов
- Сетка сварная оцинкованная 25х25х2 в рулонах
- Сетка в рулонах оцинкованная 25 25
- Каменная вата в трубных оболочках
- Полимерпесчаная черепица



