

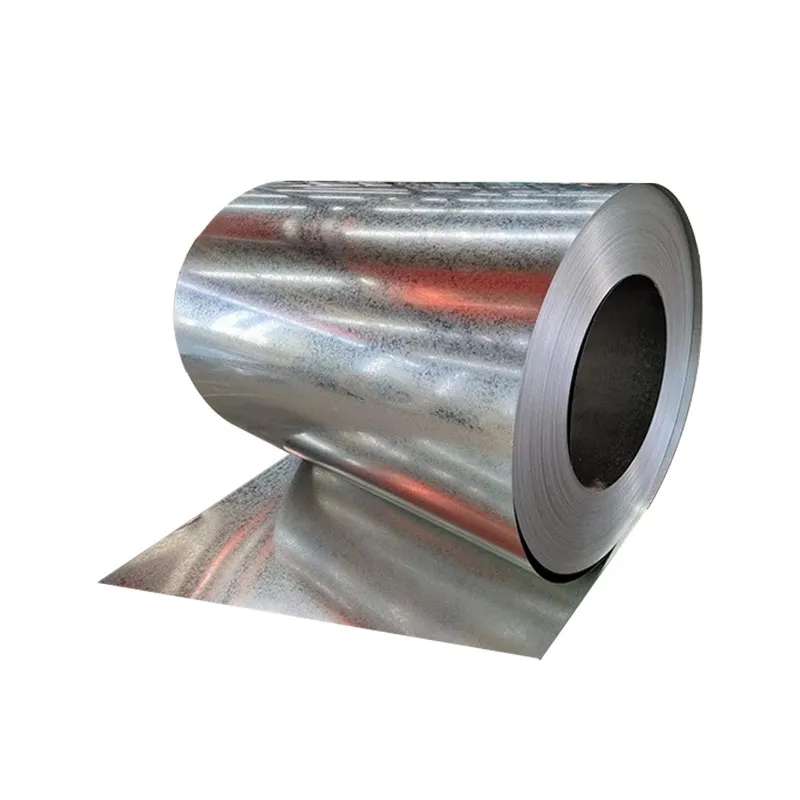
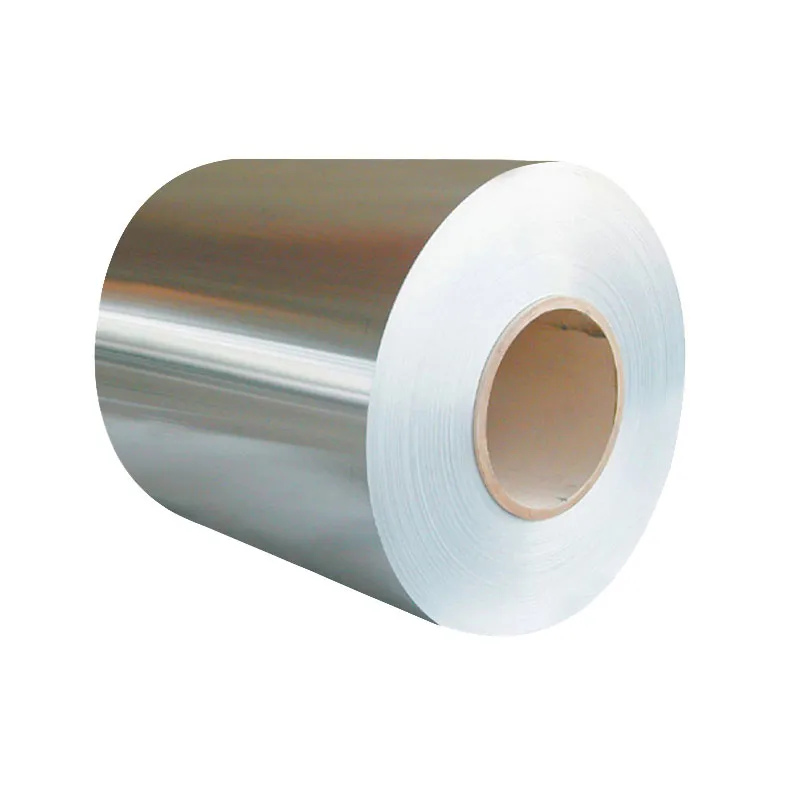
Рулон оцинкованный 0.8
Вот смотри, когда в заявке или в разговоре всплывает ?рулон оцинкованный 0.8?, у многих сразу в голове картинка — стандартный материал, ничего сложного. Но именно здесь и кроется первый подводный камень. Цифра 0.8 — это номинальная толщина, мм. А на практике? На практике это может быть и 0.78, и 0.82, в зависимости от стандарта завода-изготовителя и, что критично, от допусков по ГОСТу или ТУ. И если для одних работ разница в пару сотых — погрешность, то для гибочных профилей на автоматических линиях, например, для тех же стеновых панелей или элементов каркаса, это уже вопрос настройки роликов и качества готового изделия. У нас на производстве, в ООО Уху Хуасинь Цайган Цзегоу, с этим сталкивались не раз: приходит сырьё, вроде бы по паспорту 0.8, а при запуске в резку и гибку чувствуется — материал ?ведёт? иначе, упругость не та. Приходится оперативно перенастраивать. Так что первое, чему научился — никогда не работать только с цифрой из спецификации. Нужно знать завод-поставщик, знать его реальные допуски, и обязательно — видеть, чувствовать материал руками, прежде чем запускать в работу. Это не паранойя, это экономия времени и нервов потом.
Оцинковка: не просто блестящий слой
Сам по себе рулон оцинкованный 0.8 — это основа. Но его поведение, коррозионная стойкость и, в конечном счёте, срок службы изделия из него — определяются качеством цинкового покрытия. Здесь часто возникает второй распространённый пробел в понимании. Все смотрят на толщину стали, а на класс покрытия — по остаточному принципу. А зря. Класс покрытия, тот самый Z100, Z140, Z200 и выше — это вес цинка на квадратный метр, г/м2. Для условий с повышенной влажностью, для конструкций, которые будут стоять на улице без последующей покраски, экономить на классе покрытия — себе дороже. Видел примеры, когда для кровельных работ брали хорошую сталь 0.8, но с минимальным покрытием, чтобы удешевить объект. Через пару лет в местах креплений, на стыках — первые рыжие подтёки. Переделка обходилась в разы дороже.
В нашем ассортименте, как у производителя сэндвич-панелей и профилированного листа, к этому вопросу подходят жёстко. Для наружных элементов, тех же фасадных кассет или кровельных профилей, мы используем рулонную сталь 0.8 мм, но обязательно с повышенным классом цинкования. Это не маркетинг, это требование технологии. Потому что панель или профиль — это готовое изделие, его не покрасишь заново через три года. Кстати, на нашем сайте hxcg.ru в описании продуктов это прямо указано — какие классы покрытия применяются для разных видов продукции. Это для тех, кто хочет разобраться по-настоящему.
Ещё один нюанс — состояние поверхности. Идеально гладкая, равномерно блестящая оцинковка — это хорошо для декоративных элементов. Но для последующего нанесения полимерного покрытия (того же пурала, полиэстера) иногда предпочтительнее поверхность с некой мелкой шероховатостью — для лучшей адгезии. Это уже тонкости, но когда работаешь с поставщиками стали, такие моменты приходится оговаривать отдельно. Не каждый завод-прокатчик это понимает сходу, считая, что главное — отгрузить по ГОСТу.
Логистика и работа с рулоном: где теряется прибыль
Казалось бы, что сложного — привез, разгрузил, поставил на разматыватель. Ан нет. Рулон оцинкованный толщиной 0.8 мм — материал довольно капризный в плане транспортировки и хранения. Во-первых, геометрия. Если рулон подмяли при разгрузке вилами погрузчика (бывает сплошь и рядом), потом на линии его будет ?бить?, возникнут проблемы с центровкой, а значит — с волной на выходном профиле или с ровностью нарезки. Приходилось отказываться от партий, где была даже незначительная деформация торца. Потому что проще отказаться на входном контроле, чем потом останавливать линию и разбираться с браком.
Во-вторых, хранение. Нельзя просто поставить рулон во дворе, даже под брезентом. Конденсат, перепады температур — и на поверхности цинка появляется ?белая ржавчина?, белый порошкообразный налёт. Это начало коррозионного процесса. Для производства это означает дополнительные затраты на зачистку или риск ухудшения качества окраски. Поэтому на нашем производстве склад для металла — это обязательно отапливаемое, сухое помещение с определённым влажностным режимом. Это базовое правило, но сколько раз видел, как им пренебрегают на стройках или мелких цехах.
И третий момент — ширина рулона. Под конкретную продукцию, под раскрой, нужна своя ширина, чтобы минимизировать обрезь. Заказываешь стандартную 1250 мм, а для производства сэндвич-панелей оптимальнее была бы 1190 мм под чистый размер утеплителя. Вот и считай потери на каждом рулоне. Со временем научились работать с поставщиками на оптовых партиях под конкретные задачи, оговаривая нестандартные ширины. Это дало серьёзную экономию материала. Информация о возможностях работы с разными параметрами сырья есть в разделе ?Производство? на hxcg.ru, для нас это важный конкурентный момент.
От рулона к изделию: тонкости переработки
Вот здесь и проявляется вся суть. Из оцинкованного рулона 0.8 мы делаем и профилированный лист для заборов, и элементы несущих конструкций (холодногнутые профили), и облицовки для сэндвич-панелей. И для каждого переделка — свои нюансы. Возьмём профилирование. Для высокой трапеции (высотой волны 40-50 мм и выше) сталь 0.8 — хороший, прочный вариант. Но если на линии не отрегулирован правильно зазор между валками, если износ роликов, можно получить не просто некондицию по геометрии, а внутренние напряжения в металле. Такой профиль потом поведёт при монтаже, лист не ляжет ровно.
Или гибка. Когда делаем П-образные или Z-образные профили для каркасов, важно понимать предел текучести именно этой конкретной партии стали. Он может плавать. Слишком резкий угол гиба на материале с высоким пределом текучести — риск трещины по линии сгиба, особенно на оцинкованном слое. Приходится экспериментально подбирать радиус гиба для каждой новой партии, даже если толщина та же — 0.8. Это рутина, но без неё никак.
Самый показательный случай был с производством доборных элементов для фасадных систем. Нужны были длинные, 3-4 метра, отливы и угловые элементы из материала 0.8. При гибке на длинномерах возникала продольная деформация, ?пропеллер?. Стали разбираться. Оказалось, проблема не в гибочном станке, а в самом рулоне — была небольшая разнотолщинность по ширине полосы (все те же допуски!). В одном месте 0.79, в другом 0.81. При протяжке через валки материал тянуло неравномерно. Решили вопрос уже на уровне выбора поставщика стали, ужесточив входной контроль по замеру толщины в нескольких точках. Теперь это стандартная процедура для ответственных заказов.
Цена, качество и миф о ?таком же, но дешевле?
В конце концов, всё упирается в стоимость. На рынке всегда есть предложения на рулон оцинкованный 0.8 по цене на 10-15% ниже средней. Опыт научил, что в 99% случаев эта разница потом вылезает боком. Либо это сталь вторичной переработки с нестабильными механическими свойствами, либо цинкование сделано с нарушениями (тонкий слой, неравномерный), либо геометрические параметры ?плавают?. Для масштабного проекта, где важна стабильность параметров от партии к партии, такой вариант — катастрофа.
Работая как производитель, ООО Уху Хуасинь Цайган Цзегоу вынужден балансировать между ценой закупки и стабильным качеством своей конечной продукции — тех же сэндвич-панелей или профилей. Выбор в пользу чуть более дорогого, но проверенного поставщика металла — это не переплата, это страховка от рекламаций и простоев. На сайте компании мы не скрываем, что используем материалы определённых марок и стандартов. Это вопрос ответственности перед заказчиком.
Так что, возвращаясь к началу. ?Рулон оцинкованный 0.8? — это не просто строчка в спецификации. Это комплекс параметров: реальная толщина, класс покрытия, химический состав основы, качество поверхности, геометрия рулона. И понимание этого приходит только с опытом, часто — горьким, когда уже что-то пошло не так. Главный вывод, который можно сделать: в металлопрокате и переработке нет мелочей. Каждая сотая миллиметра, каждый грамм цинка на квадратном метре — это вклад в то, простоит ли конструкция заявленные годы или начнёт разрушаться раньше срока. И это та самая профессиональная грамотность, которая отличает просто торговца металлом от инженера-технолога, который из этого металла делает готовое, надёжное изделие.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
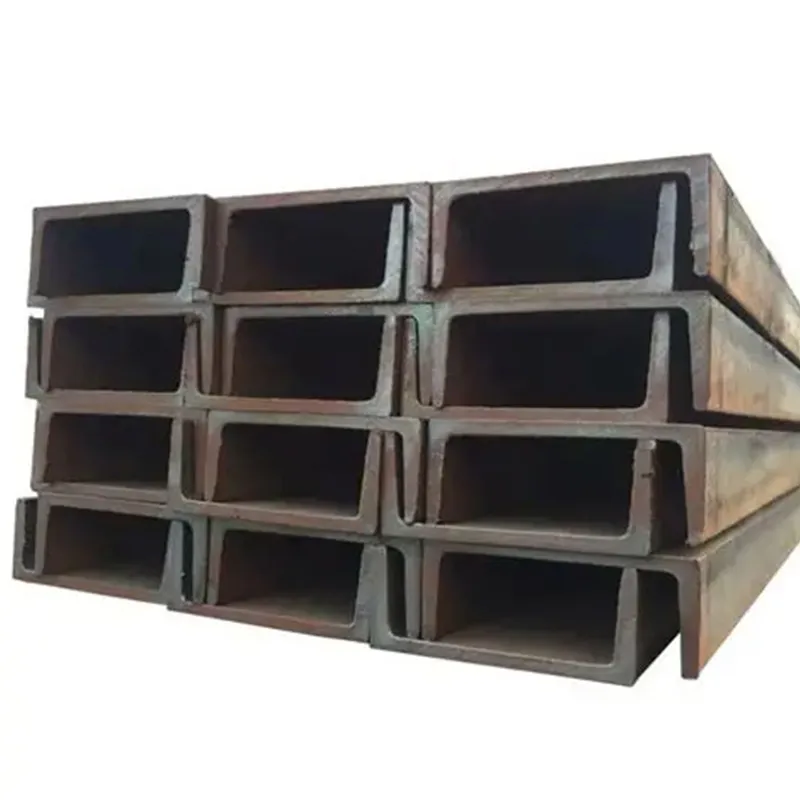 Швеллер
Швеллер -
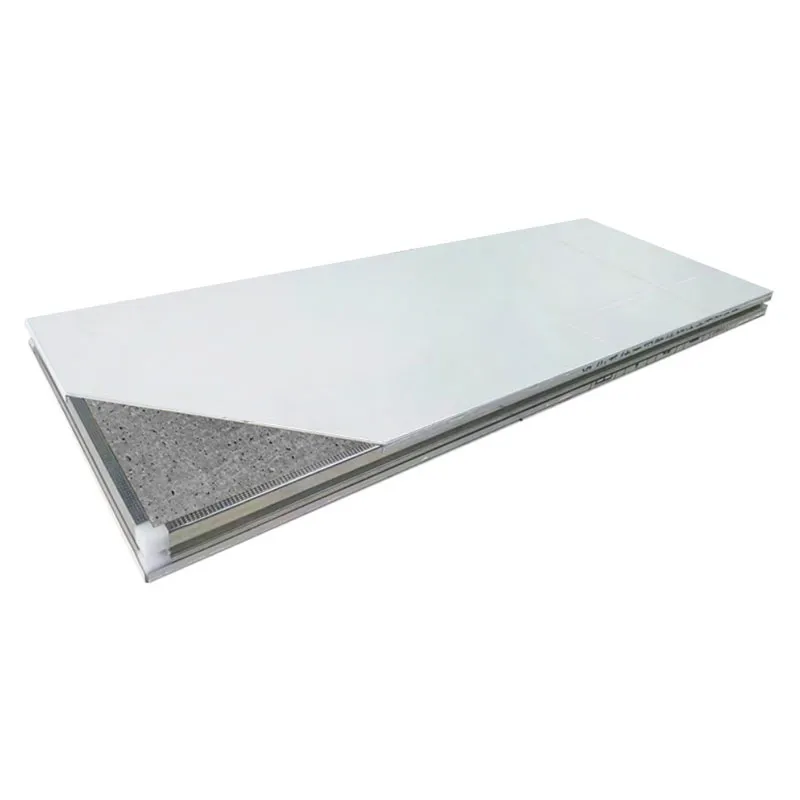
 Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства
Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства -
 U-образный профиль
U-образный профиль -
 Алюмосиликатный теплоизоляционный материал
Алюмосиликатный теплоизоляционный материал -
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства -
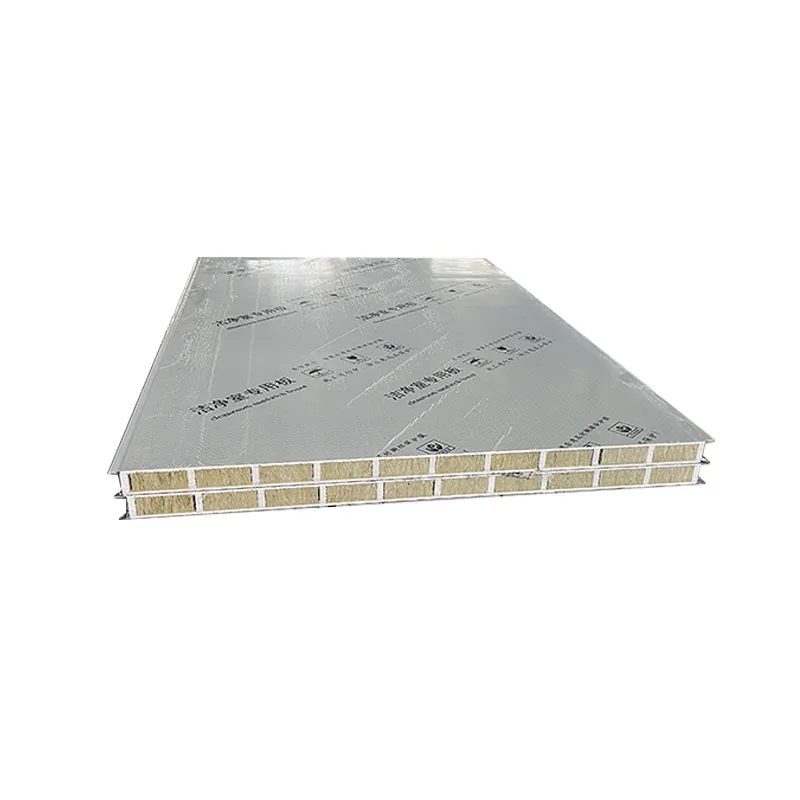 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления -
 Двутавровый алюминиевый профиль
Двутавровый алюминиевый профиль -
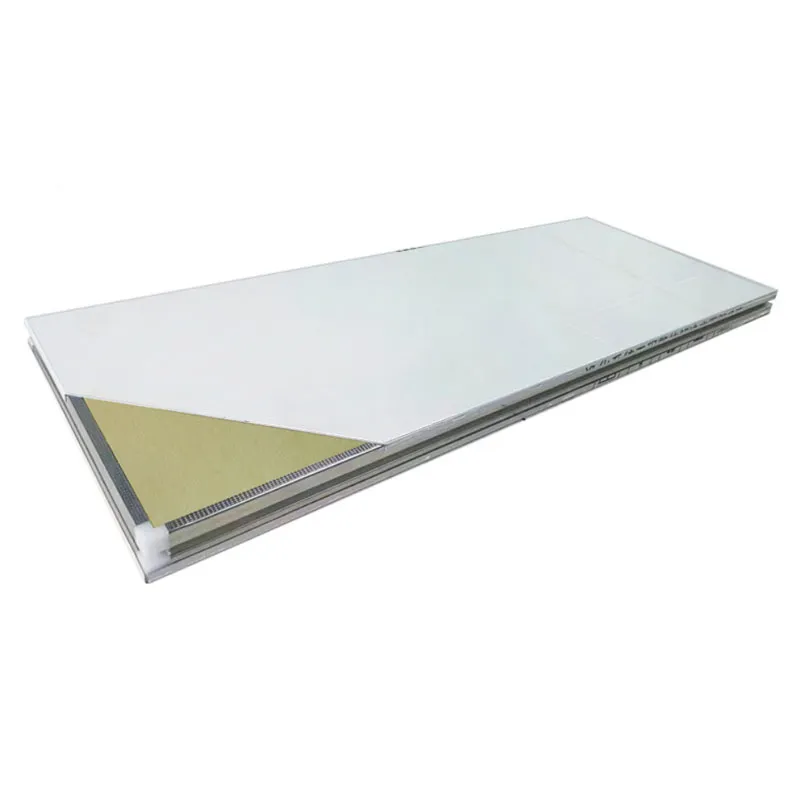 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 Рулон из стали с алюмоцинковым покрытием
Рулон из стали с алюмоцинковым покрытием -
 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Стеклянная вата
Стеклянная вата
Связанный поиск
Связанный поиск- Теплоизоляционные материалы изделия
- Органические теплоизоляционные материалы
- Ячеистые теплоизоляционные материалы
- Оцинкованный металл рулон
- Листовой теплоизоляционный материал
- Декоративный теплоизоляционный материал
- Рулон оцинкованный 0 5
- Теплоизоляционные материалы пенополистирол
- Прозрачный кровельный лист
- Оцинкованный рулон



