

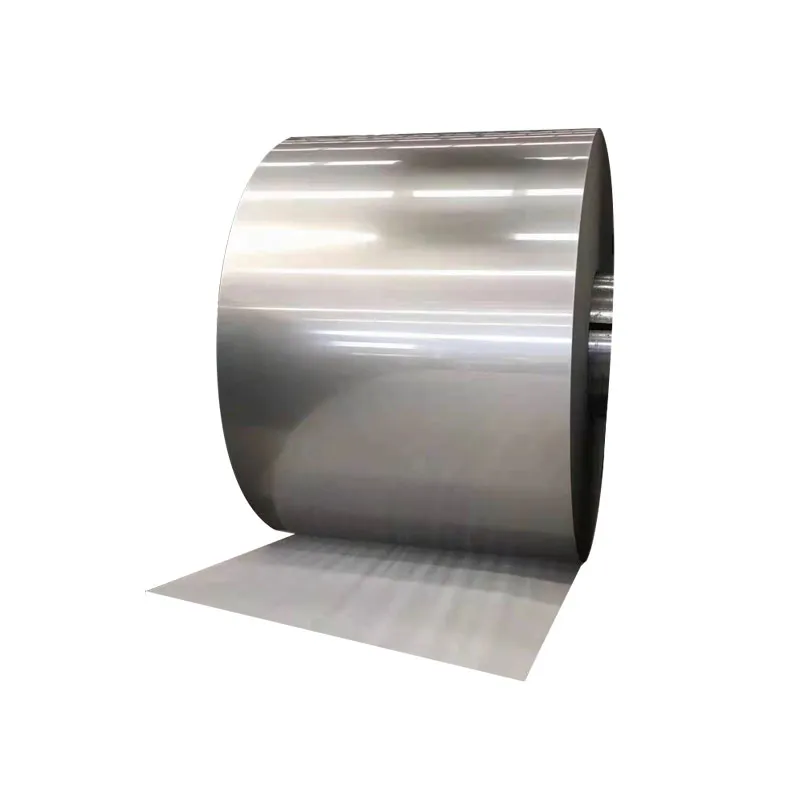
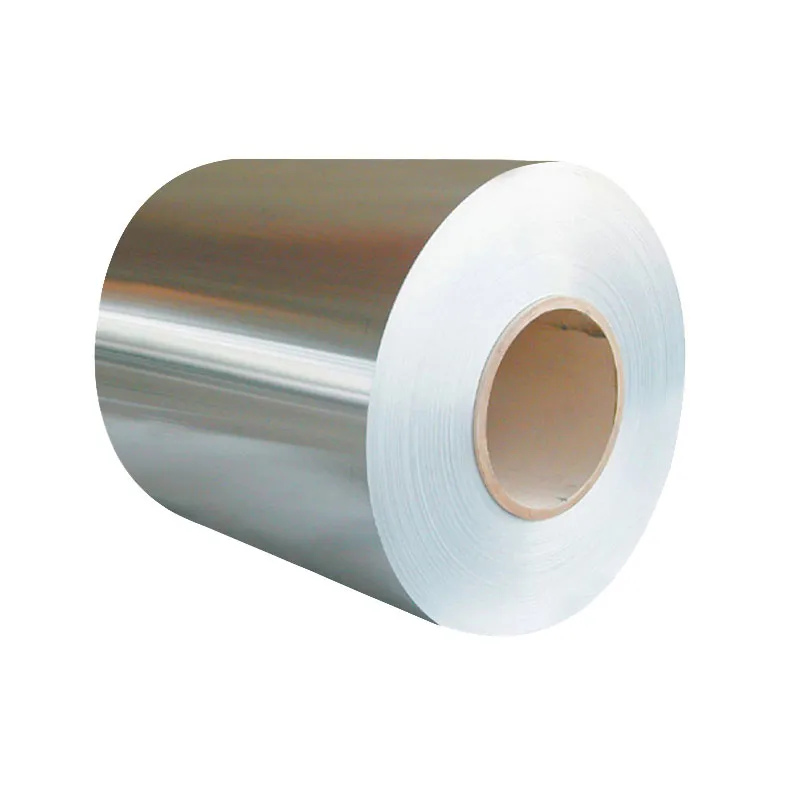
Сталь оцинкованная 0.5 в рулонах
Вот смотришь на спецификацию — сталь оцинкованная 0.5 в рулонах, и кажется, всё просто. Толщина есть, цинковое покрытие есть. Но на практике, если брать просто по цифрам, можно нарваться на такие проблемы... Часто думают, что главное — это сам металл, а нюансы вроде класса покрытия или точности прокатки — это для особо придирчивых. Ошибка. Я сам через это проходил, когда лет семь назад закупал партию для кровельных работ. Вроде бы всё по ГОСТу, а после гибки на вальцах пошли микротрещины в покрытии. Оказалось, сцепление цинка с основой было слабовато, хотя масса покрытия по паспорту в норме. Вот с тех пор и начал копать глубже.
Не просто 0.5: что скрывается за цифрой
Толщина 0.5 мм — это, конечно, отправная точка. Но сразу в голове должны всплывать вопросы: плюс-минус какой допуск? По какому стандарту катан рулон — наш ГОСТ, европейский EN, или, может, азиатский аналог? Разница есть, и существенная. Например, для некоторых конструкционных элементов, тех же холодногнутых профилей, которые делает, скажем, ООО Уху Хуасинь Цайган Цзегоу, вариативность в толщине даже в пределах допуска может повлиять на устойчивость к короблению при дальнейшей обработке.
И вот ещё момент, который многие упускают — состояние кромки. Рулонная сталь — она же не бесконечная лента. Есть продольная кромка. Если она не чистая, с заусенцами, то при размотке и резке на линии, например, для производства профнастила, это чревато и повышенным износом ножей, и возможными задирами на самом материале. Это не брак, это особенность поставки, но о ней надо спрашивать заранее.
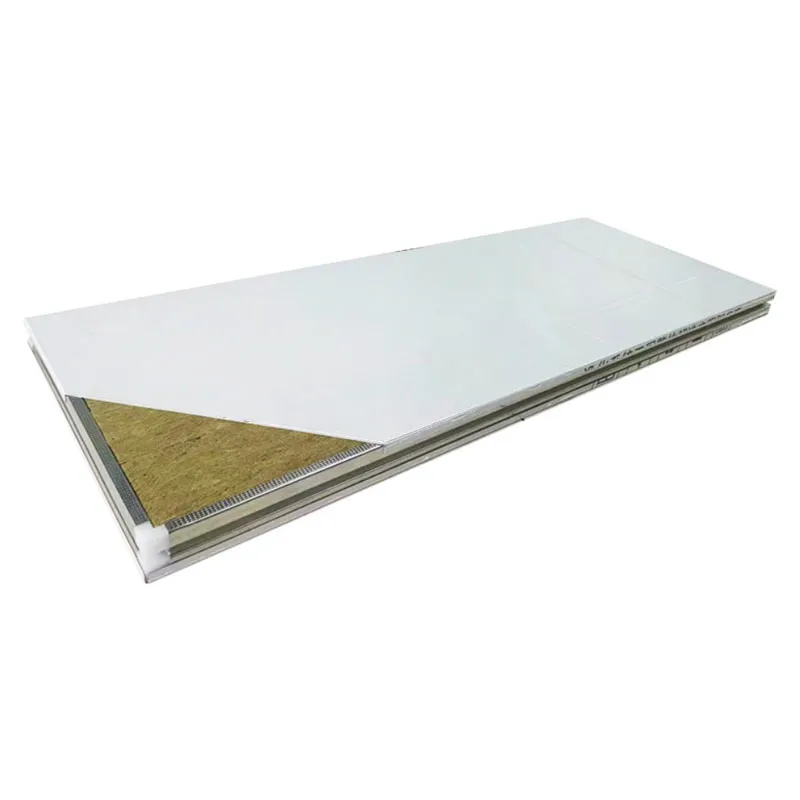
Плотность цинкования. Пишут, условно, 120 г/м2. Но это среднее значение по двум сторонам. А на практике часто бывает перекос — с одной стороны цинка больше, с другой меньше. Для внутренних слоёв сэндвич-панели это может быть не критично, а для внешнего листа, который будет работать в агрессивной среде, — уже вопрос. Поэтому сейчас всегда уточняю не просто общую массу, а минимальное значение на одной стороне. Это сэкономило нам кучу головной боли с претензиями по гарантии.
От рулона к изделию: где тонко, там и рвётся
Основной потребитель такой стали — это как раз производители готовых строительных материалов. Взять тот же сайт hxcg.ru — видно, что компания производит и сэндвич-панели, и профилированные листы. Для них рулон — это полуфабрикат. И здесь ключевое — технологичность. Как сталь ведёт себя в линии продольной резки? Не образуется ли волнистость? Как ведёт себя при профилировании — не отслаивается ли покрытие на рёбрах жёсткости?
У нас был случай с партией стали для гнутого Z-профиля. Материал вроде бы отличный, но при холодной гибке под острым углом на внутреннем радиусе цинк местами облетал. Причина — слишком твёрдая стальная основа для такого типа деформации. То есть, не учли марку стали, её предел текучести. После этого всегда запрашиваю не только данные о покрытии, но и химсостав основы, механические свойства. Производителю, как ООО Уху Хуасинь Цайган Цзегоу, такая информация от поставщика критически важна для настройки оборудования.
Ещё один практический аспект — внутренние напряжения в рулоне. Бывает, разматываешь его, а лист ?гуляет?, стремится скрутиться. Это следствие неправильной намотки или снятия остаточных напряжений после прокатки. На линии это приводит к смещению и браку при резке. Идеальный рулон — это когда сталь ложится ровно, без усилий. Этому не учат в учебниках, это понимаешь только на производстве, когда стоишь у разматывателя.
Цинк — не просто блеск
Говоря об оцинковке, все представляют блестящую поверхность. Но есть разные типы покрытий. Чистый цинк — это классика. Но всё чаще встречается сталь с цинк-алюминиевым покрытием (типа Galvalume). У неё коррозионная стойкость выше, но есть нюанс с пайкой и сваркой — нужно особые технологии. Для производства сэндвич-панелей, где важна герметичность швов, это важно.
А пассивация? После оцинковки часто наносят хроматирование или другие виды пассивации для дополнительной защиты и улучшения адгезии краски (если сталь потом будет окрашиваться). Если рулон предназначен для дальнейшего окрашивания на заводе-изготовителе, как это часто бывает у производителей панелей, то качество пассивации — ключевой фактор. Плохая подготовка поверхности — и краска со временем отслоится, как ни крути.
И про транспортные повреждения. Цинковое покрытие — штука достаточно мягкая. При перегрузке краном, если стропы неправильно наложены, или при транспортировке без должной прокладки между витками рулона, могут остаться вмятины и сдиры. Визуально на рулоне не всегда заметно, а когда размотали на линию — всё видно. Приёмка — отдельная история, нужно смотреть не только внешние витки.
Логистика и хранение: неочевидные потери
Рулон стали — это не кирпич, его нельзя просто бросить в углу склада. Радиус намотки имеет значение. Если хранить рулон на плоском основании, со временем может произойти деформация нижних витков. Идеально — на специальных стеллажах или, на худой конец, в вертикальном положении. На сайте hxcg.ru видно, что компания работает с металлом, и уверен, у них на производстве это хорошо знают. Но у многих мелких покупателей с этим беда.
Вес рулона. При толщине 0.5 мм и стандартной ширине (1250 мм, к примеру) вес одного рулона может быть под 5 тонн. Это диктует требования к погрузочной технике и условиям разгрузки на объекте. Были истории, когда заказчик, купив материал, просто не мог его сгрузить со фуры на своей площадке — не было подходящего крана. Казалось бы, мелочь, но она останавливает всю работу.
И, конечно, коррозия при хранении. Да, сталь оцинкованная, но если хранить её в сыром помещении или на открытом воздухе без защиты, особенно в промышленной или морской атмосфере, может появиться ?белая ржавчина? — продукты коррозии цинка. Это не фатально для несущих свойств, но внешний вид портит капитально, а для некоторых изделий это брак. Поэтому на своей площадке мы всегда накрываем рулоны брезентом, если они ждут своей очереди больше недели.
Выбор поставщика: не только цена за тонну
Когда ищешь сталь оцинкованную 0.5 в рулонах, первое, что сравниваешь — цена. Но дешевле — не всегда выгоднее. Важна стабильность параметров. Мне нужна десять партий в год, и чтобы каждая была плюс-минус одинаковая по свойствам. Потому что перенастраивать линию профилирования под каждый новый рулон — это простой и деньги.
Здесь как раз важно работать с производителями, которые понимают конечное применение. Если я делаю холодногнутые профили для каркасов, мне нужна сталь с хорошей пластичностью. Если для облицовки — с идеальной поверхностью. Универсального ?0.5 оцинковки? не существует. Хороший поставщик всегда спросит: ?А для чего вам??. Компании, которые, как ООО Уху Хуасинь Цайган Цзегоу, сами являются переработчиками металла, обычно очень требовательны к входящему сырью и хорошо чувствуют эти градации.
И последнее — упаковка. Казалось бы, ерунда. Но прочная, герметичная упаковка из крафт-бумаги и стрейч-плёнки защищает от влаги и грязи в пути. Экономия на упаковке у поставщика часто выливается в проблемы с приёмкой и дополнительные работы по очистке металла перед запуском в производство. Это тот случай, когда мелочей не бывает.
В общем, сталь оцинкованная 0.5 в рулонах — это целый мир. Можно взять первую попавшуюся и надеяться на удачу. А можно потратить время на вопросы, запросить образцы для пробной обработки, найти поставщика, который говорит с тобой на одном языке — языке производства. Второй путь дольше, но в итоге надёжнее и, как ни странно, экономичнее. Проверено не на одной тонне металла.
Соответствующая продукция
Соответствующая продукция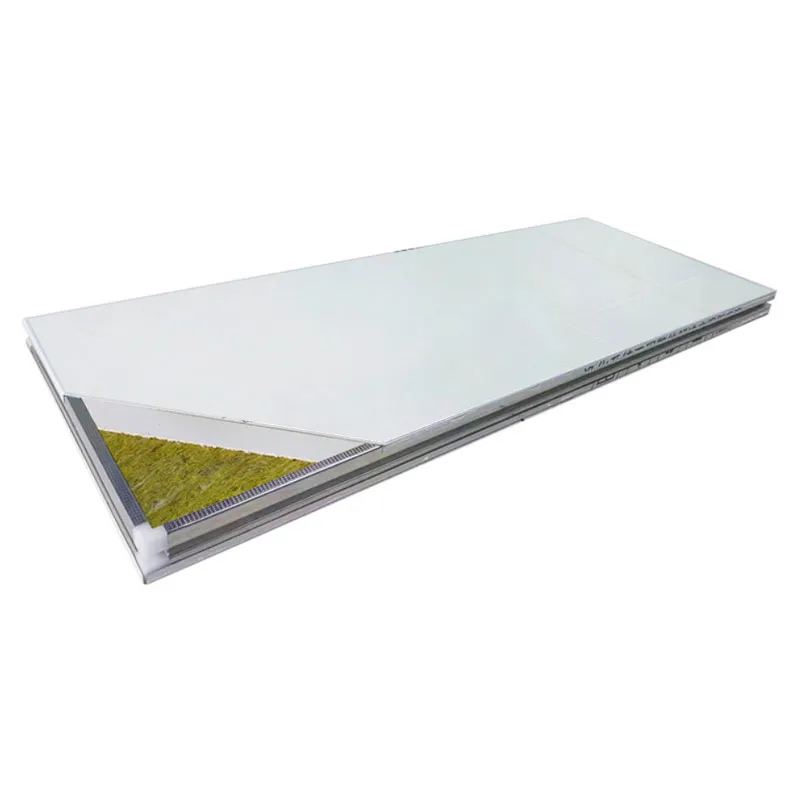





Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
 Каменная вата
Каменная вата -
 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
 Уголок
Уголок -
 Π-образный профиль (двутавровый)
Π-образный профиль (двутавровый) -
 Полимерпесчаная (композитная) черепица
Полимерпесчаная (композитная) черепица -
 T-образный алюминиевый профиль
T-образный алюминиевый профиль -
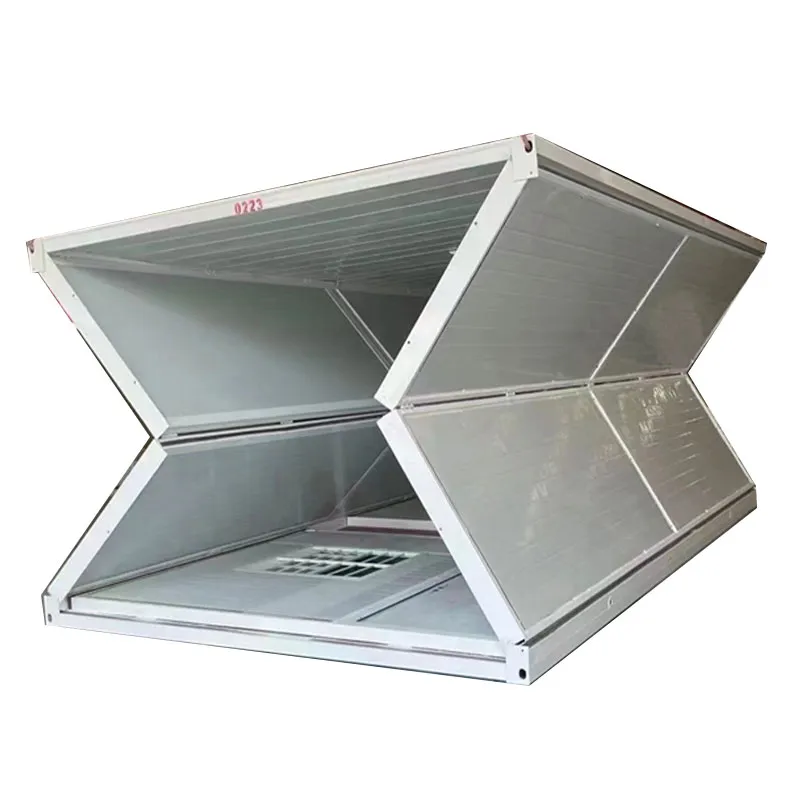
 Транспортабельный модульный контейнер (модульное здание)
Транспортабельный модульный контейнер (модульное здание) -
 Сэндвич-панель с каменной ватой ручного изготовления
Сэндвич-панель с каменной ватой ручного изготовления -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Резинопластовый теплоизоляционный материал
Резинопластовый теплоизоляционный материал -
 Рулон из стали с алюмоцинковым покрытием
Рулон из стали с алюмоцинковым покрытием
Связанный поиск
Связанный поиск- Группы горючести теплоизоляционных материалов
- Быстровозводимые блочно модульные здания
- Теплоизоляционные материалы в строительстве
- Оборудование теплоизоляционных материалов
- Рабица рулон оцинкованная
- Временные модульные здания
- Теплоизоляционные свойства материалов таблица
- Плотный теплоизоляционный материал
- Теплоизоляционные и акустические материалы
- В качестве теплоизоляционного материала используют



