

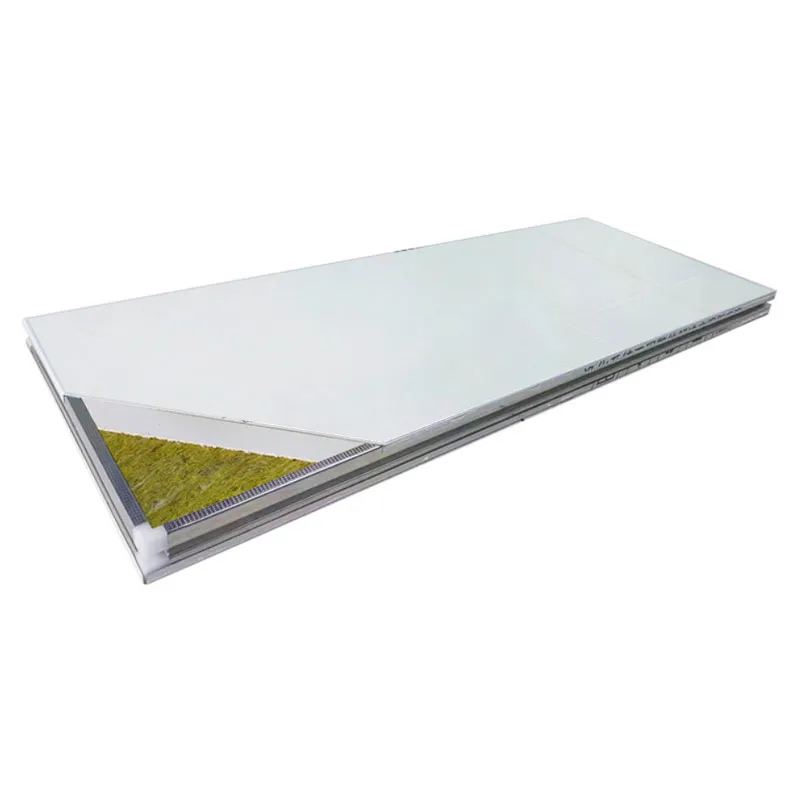
Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Когда слышишь про сэндвич-панель со стекломагниевым сердечником ручного изготовления, первое, что приходит в голову — это что-то очень нишевое, почти кустарное, и наверняка дорогое. Многие сразу представляют себе маленькую мастерскую, где всё делается чуть ли не вручную, штучно. И это главное заблуждение. Ручное изготовление здесь — не про архаику, а про контроль. Особенно когда речь идёт о нестандартных размерах, сложных конфигурациях или специфичных требованиях к огнестойкости, которые конвейерная линия не всегда может закрыть. Я сам долго думал, что это скорее экзотика, пока не столкнулся с проектом, где требовались панели для реконструкции исторического здания с кривыми стенами. Вот тут-то всё и началось.
Сердечник: не просто ?стекло и магний?
Стекломагниевый лист (СМЛ) — основа основ. Многие думают, что это аналог ГВЛ, только покрепче. На деле разница принципиальная. Состав — оксид магния, хлорид магния, армирующее стекловолокно, перлит. Звучит скучно, но от пропорций и качества сырья зависит всё: прочность на изгиб, влагостойкость, та самая пресловутая негорючесть (КМ0 — это не просто бумажка, а реальные испытания). Ручная сборка панели начинается именно с выбора и подготовки сердечника. Бывало, привозили партию СМЛ, которая на вид идеальна, но при раскрое на нестандартные размеры начинала крошиться по краю. Причина — нарушение технологии сушки на заводе-изготовителе. Приходилось отбраковывать или пускать только на мелкие элементы. Это та самая точка, где ?ручное изготовление? означает не сборку, а сначала жёсткий входной контроль.
Толщина сердечника — отдельная тема. Для перегородок часто хватает 8-10 мм, для фасадных элементов с высокими требованиями к жёсткости — уже 12-15 мм и больше. Но здесь есть нюанс: увеличивая толщину, мы увеличиваем и вес панели. А это влияет на монтаж, на нагрузку на каркас. В одном из наших проектов для ООО Уху Хуасинь Цайган Цзегоу как раз требовались лёгкие, но жёсткие панели для быстровозводимых модулей. Пришлось экспериментировать с многослойным сердечником из СМЛ разной плотности, склеенным особым способом. Получилось, но время на подбор клея и режима прессования ушло прилично.
И да, про прессование. Ручное — не значит, что панель собирают на коленке. Речь о том, что процесс сборки ?сэндвича? — нанесение клея, укладка облицовок (оцинковка, пластик, алюцинк), собственно прессование под давлением — контролируется оператором, а не полностью роботизированной линией. Это позволяет быстро менять параметры. Например, для панелей с декоративной отделкой под дерево нужно меньшее давление, чтобы не повредить фактуру. Конвейер так не умеет.
Облицовки: с чем сочетать стекломагниевый ?бутерброд?
Если сердечник — это характер, то облицовки — одежда. Сталь оцинкованная с полимерным покрытием — классика. Но в ручном режиме можно играть с материалами, которые на большом потоке невыгодны. Пробовали делать панели с облицовкой из тонколистовой нержавейки для пищеблока. Задача — получить идеально ровную поверхность без вмятин. На конвейере лист подаётся роликами, малейшая песчинка — и царапина. При ручной укладке и очистке поверхностей перед прессованием риск сводится к минимуму.
Алюцинк — отличная штука для агрессивных сред. Помню случай с цехом, где были пары кислот. Обычная оцинковка начала проявлять признаки коррозии через год. Замена на панели с алюцинком и тем же стекломагниевым сердечником решила проблему. Но был и прокол: однажды сэкономили на толщине алюцинкового листа (взяли 0,4 мм вместо 0,5), и при монтаже крупноформатных панелей (длиной 6 метров) появились волны на поверхности. Пришлось усиливать каркас и уменьшать шаг креплений. Урок: даже в ручном изготовлении экономия на облицовке выходит боком.
Ещё один интересный опыт — комбинированные облицовки. Снаружи — стальной лист с ПВДФ-покрытием для долговечности цвета, внутри — та же сталь, но с гигиеническим покрытием, легко моющимся. Такие заказы как раз типичны для производителей, которые готовы работать с нестандартом, вроде ООО Уху Хуасинь Цайган Цзегоу. Их профиль — это как раз производство сэндвич-панелей и профилей, где есть и потоковые линии, и возможность под индивидуальный проект. Важно, что они понимают разницу между серийным продуктом и тем, что требует ручной доводки.
Клей и геометрия: где ручная работа решает всё
Склеить ?бутерброд? — кажется, что проще? На деле это самый ответственный этап. Используется обычно двухкомпонентный полиуретановый клей. Важна не только его марка, но и температура в цехе, и время открытой выдержки, и равномерность нанесения. Автомат наносит клей идеально ровным слоем, но если сердечник имеет небольшие неровности (а СМЛ, особенно высокой плотности, может иметь микропустоты), то в этих местах образуются непроклеенные зоны — будущие мостики холода и точки потенциального расслоения.
При ручном изготовлении оператор, зная особенности конкретной партии сердечника, может варьировать и способ нанесения (например, дополнительное промазывание шпателем в проблемных зонах), и количество клея. Это особенно критично для панелей сложной формы — арочных, трапециевидных. Мы как-то делали панели для обшивки округлого эркера. На конвейере такое не сделаешь — только ручная подгонка и склейка по месту. Тут важна не только квалификация, но и понимание физики процесса: как поведёт себя слоистая конструкция после склейки под давлением.
Геометрия торцов — отдельная головная боль. Замок ?шип-паз? или фальцевый замок должен быть идеально точным, иначе на объекте будет щель, мостик холода. На автоматической линии фрезеровка идёт после склейки. При ручном подходе иногда логичнее сначала подготовить сердечник, а потом уже клеить облицовки. Это дольше, но точнее для малых серий. Ошибка, которую многие допускают — экономия на оснастке для фрезеровки. Тупая фреза рвёт стекловолокно в СМЛ, замок получается ?лохматый? и неплотный.
Огнестойкость и практика: не всё, что блестит
Главный козырь стекломагния — негорючесть. Но панель — это система. Можно иметь идеальный сердечник КМ0, но если использовать горючий клей или тонкие облицовки, которые быстро деформируются при нагреве, вся огнестойкость сводится к нулю. В ручном изготовлении проще контролировать этот аспект. Например, для объектов с повышенными требованиями (котельные, электрощитовые) мы использовали специальные огнестойкие клеи и увеличивали толщину стальной облицовки до 0.7 мм.
Был у нас показательный случай. Заказчик требовал подтвердить предел огнестойкости EI 60 для перегородки. Серийная панель с СМЛ-сердечником давала только EI 45. Путем подбора — более плотный сердечник, другой состав клея и конструкция замка (чтобы он не разошёлся первым делом) — удалось добиться нужного результата в стендовых испытаниях. Это как раз та работа, которую крупный завод не станет делать для партии в 500 кв.м., а небольшое производство с гибкими возможностями, как у Хуасинь, — возьмётся.
Но и здесь не без мифов. Некоторые думают, что раз панель не горит, то её можно ставить вплотную к печи. Нет. Стекломагниевый сердечник при длительном воздействии высоких температур (свыше 300-400 градусов) теряет прочность из-за дегидратации связующего. Это нужно объяснять заказчикам. Ручное изготовление позволяет вшить в такую панель дополнительный тепловой барьер — слой базальтового картона, например. Опять же, штучно.
Экономика процесса: когда ручное изготовление оправдано
Стоимость — первый вопрос. Да, квадратный метр сэндвич-панели ручного изготовления выйдет дороже конвейерного. Но считать нужно не стоимость метра, а стоимость решения задачи. Если нужны панели длиной 7 метров (стандарт — обычно до 6), или нестандартная ширина, или комбинированная облицовка, или особые условия огнестойкости — то переплата за ручную сборку с лихвой окупается отсутствием проблем на монтаже и долгой службой.
Ещё один экономический аспект — логистика. Крупногабаритные нестандартные панели требуют особой упаковки и транспортировки. Часто проще и дешевле организовать их производство географически ближе к объекту, на площадке, которая может работать по такой технологии. Производители с широкой номенклатурой, как упомянутая компания, часто имеют такую возможность — делать и поток, и штучный товар под заказ.
Главный вывод, который я для себя сделал: сэндвич-панель со стекломагниевым сердечником ручного изготовления — это не продукт, а технология решения проблем. Она не заменит массовое производство для типовых складов и ангаров. Но там, где есть архитектурная сложность, повышенные технические требования или необходимость ремонта/замены элементов сложной формы, она становится безальтернативным инструментом. И её ценность — в голове и руках того, кто её собирает, и в понимании заказчика, за что он платит. Это не кустарщина, а высший пилотаж в нише строительных материалов.
Соответствующая продукция
Соответствующая продукция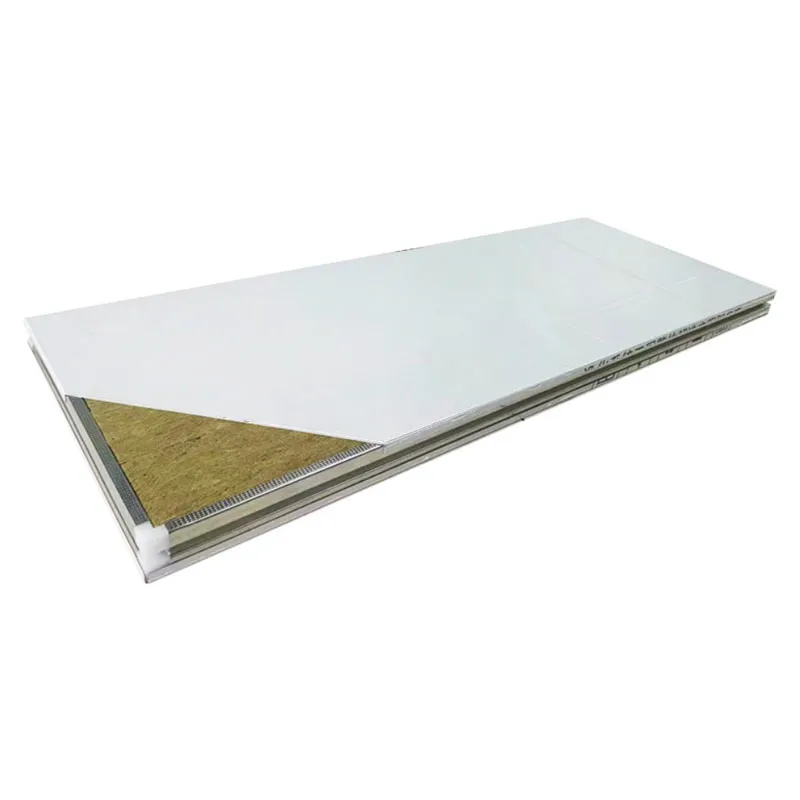




Самые продаваемые продукты
Самые продаваемые продукты-
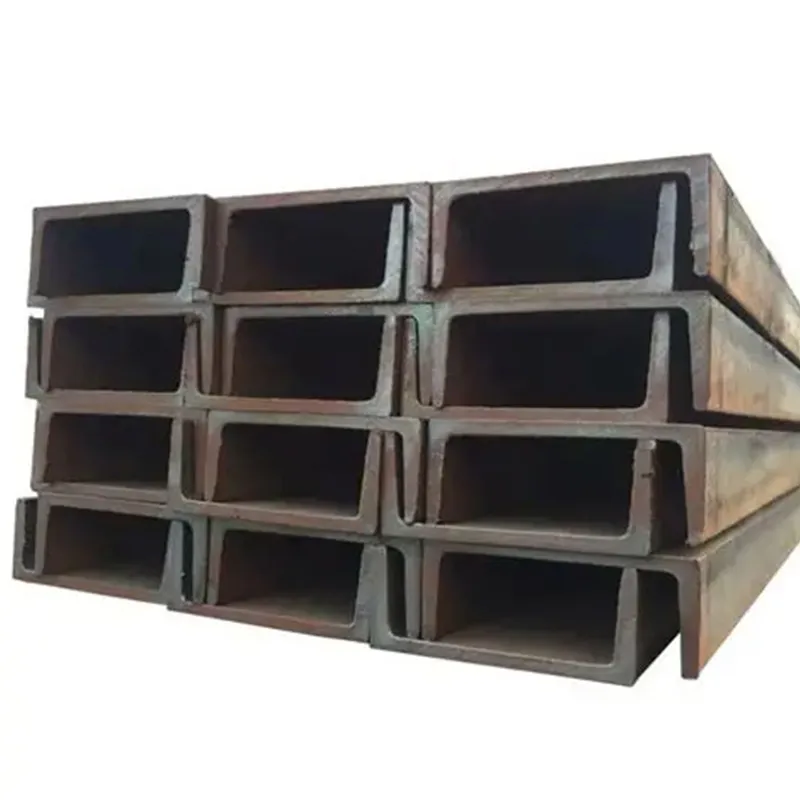
 Алюминиевый швеллер
Алюминиевый швеллер -
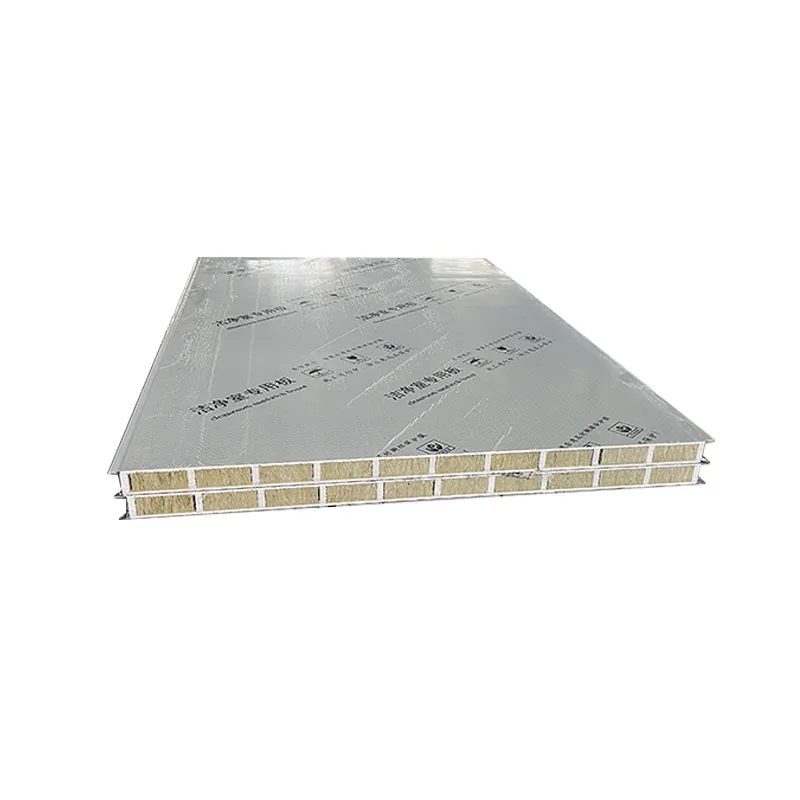
 Сэндвич-панель с каменной ватой механического производства
Сэндвич-панель с каменной ватой механического производства -
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание) -
 Двутавровый алюминиевый профиль
Двутавровый алюминиевый профиль -
 Прозрачный кровельный лист (поликарбонатный)
Прозрачный кровельный лист (поликарбонатный) -
 Каменная вата
Каменная вата -
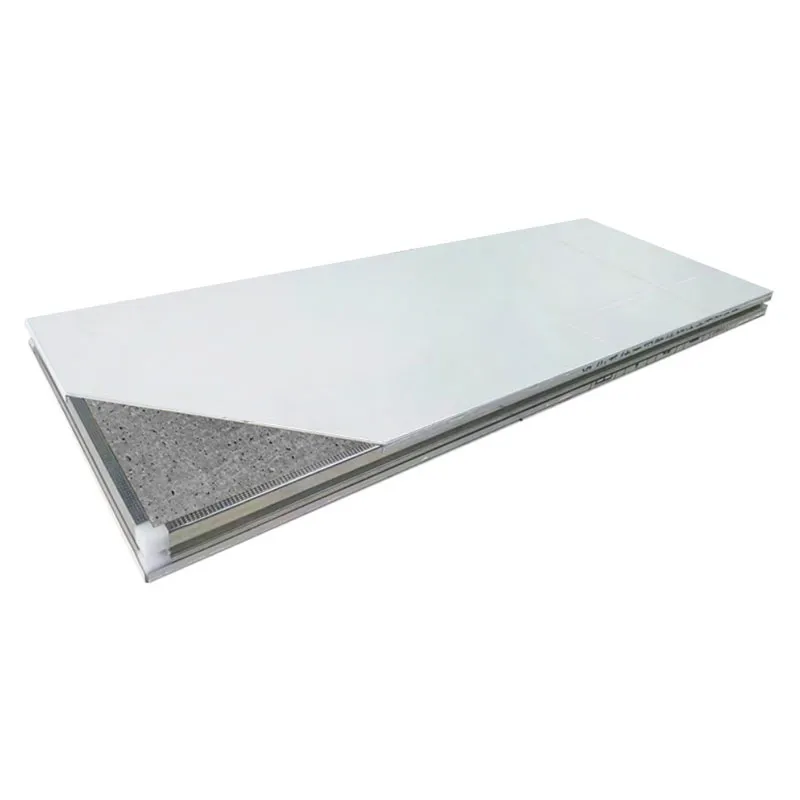 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Транспортабельный модульный контейнер (модульное здание)
Транспортабельный модульный контейнер (модульное здание) -
 Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления -
 Рулон с резинопластовой теплоизоляцией и цветным покрытием
Рулон с резинопластовой теплоизоляцией и цветным покрытием -
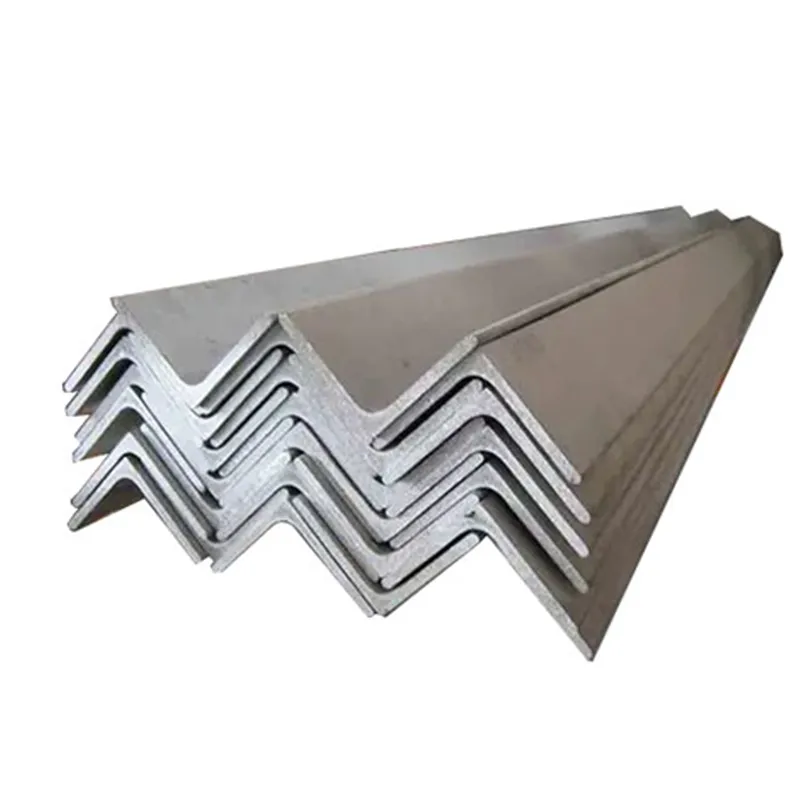 Уголок
Уголок -
 Профнастил (кровельный)
Профнастил (кровельный)
Связанный поиск
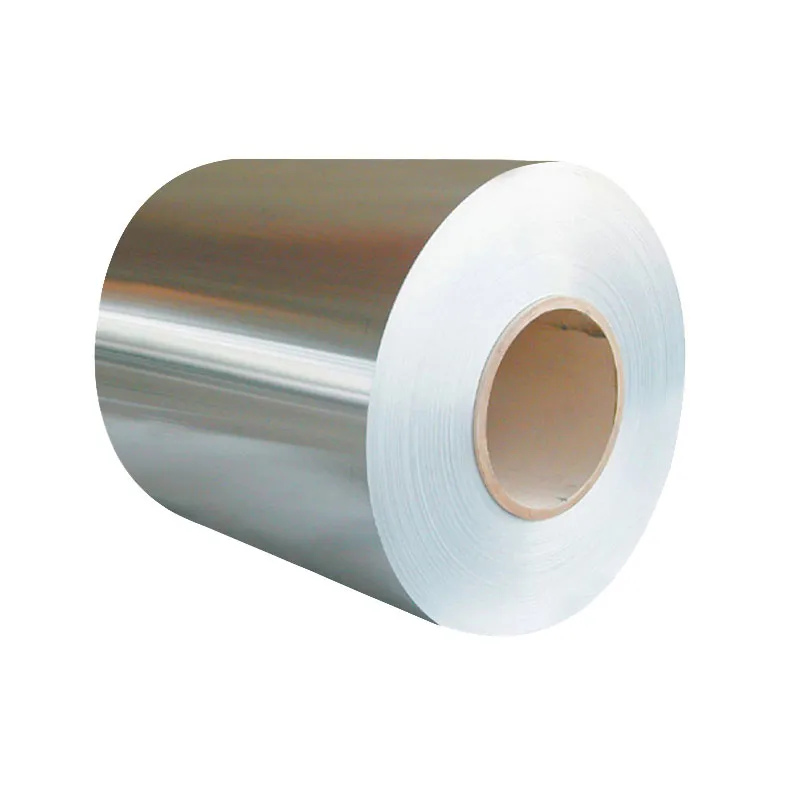
Связанный поиск- Рулон оцинкованной стали
- Алюминий теплоизоляционный материал
- Тонкий эффективный теплоизоляционный материал для стен
- Рулоны оцинкованные гост
- Рулон оцинкованный 0.7
- Эффективность теплоизоляционных материалов
- Технология теплоизоляционных материалов
- Плотный теплоизоляционный материал
- Тонкий теплоизоляционный материал
- Синтетический теплоизоляционный материал



