

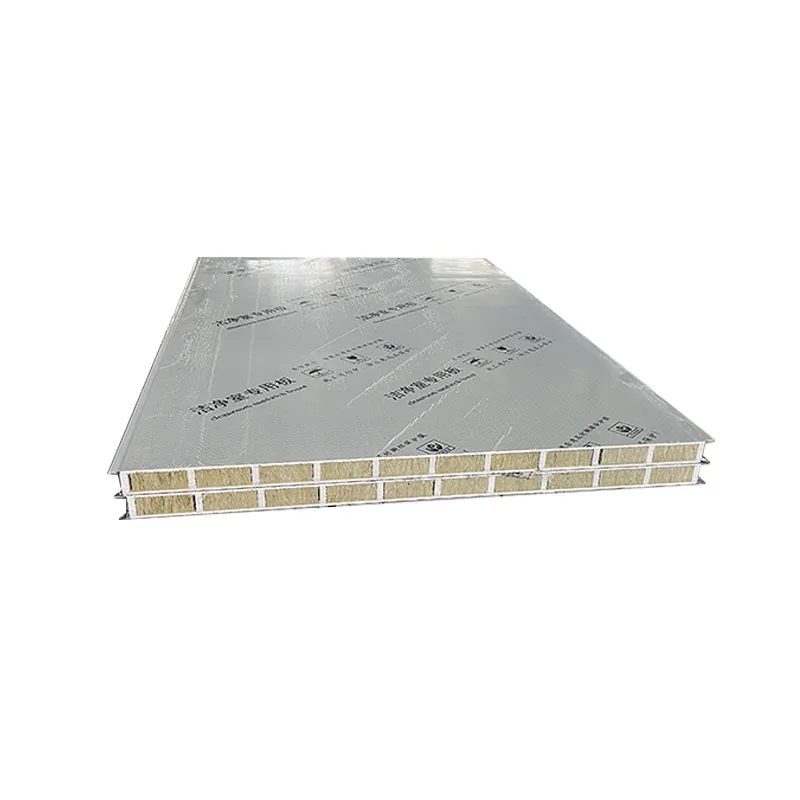
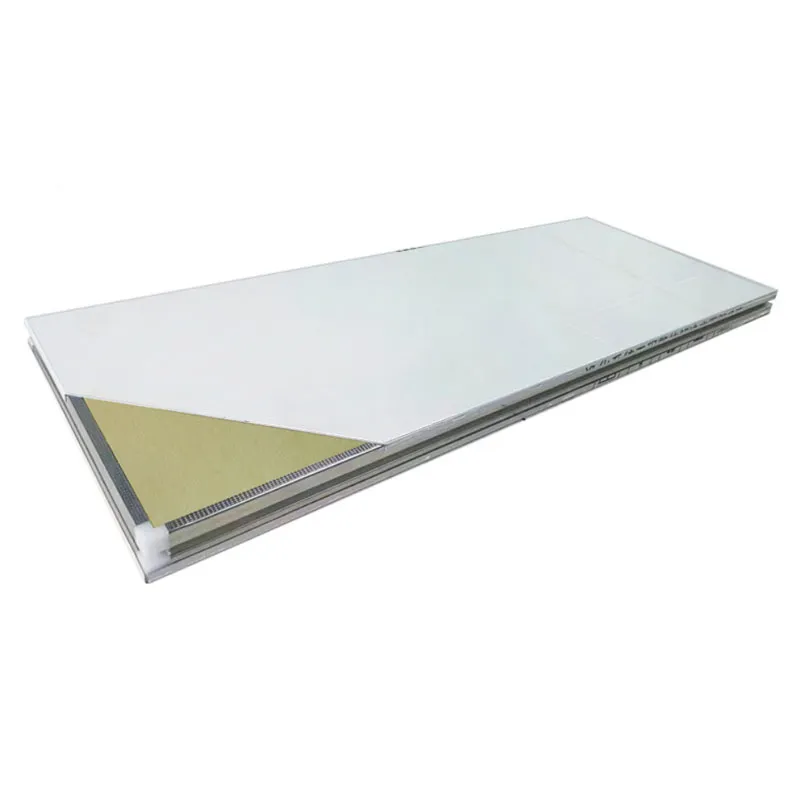
Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Вот этот термин — сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления — часто вызывает у клиентов либо неоправданный восторг, как перед чем-то ?штучным и элитным?, либо, наоборот, скепсис: мол, ручная работа — это нетехнологично и для стройки не годится. Оба подхода в корне неверны. На деле, ?ручное изготовление? здесь — это не про кустарщину, а про специфический этап сборки, где автоматика просто не справляется с тонкостями работы с сотовым наполнителем, особенно при сложных формах или нестандартных размерах. Сам работал над такими заказами на производстве у ООО Уху Хуасинь Цайган Цзегоу — и скажу, что ключевое здесь именно понимание материала, а не слепое следование ГОСТам.
Почему ?ручное? — не синоним ?плохого? для сотового сердечника
Если брать стандартную панель с минеральной ватой или ППУ, там линия почти всё делает сама: нарезка, нанесение клея, прессование. Но представьте алюминиевый сотовый сердечник — структуру, похожую на пчелиные соты. Его нельзя просто пропустить через валик под высоким давлением — ячейки сплющатся, геометрия нарушится. Поэтому этап соединения облицовок (скажем, алюминиевых листов) с сердечником часто выполняется вручную, методом проклейки и выдержки под контролируемой нагрузкой. Это кропотливо. Тут важна не скорость, а точность нанесения клеевого состава по всей площади, чтобы не осталось ?сухих? зон — будущих мостиков холода или, что хуже, зон отслоения.
На https://www.hxcg.ru в разделе продукции это, кстати, не всегда афишируется, но в технической документации к специальным заказам это прописывается. Компания как производитель строительных материалов часто сталкивается с запросами на панели для нестандартных объектов — там, где нужны радиусные элементы, клиновидные сечения или особые требования к шумоизоляции и весу. Вот тут-то конвейер и пасует.
Помню один заказ для вентиляционной камеры на объекте в Сочи. Нужны были панели с повышенной влагостойкостью и сложным угловым соединением. Автоматическая линия могла бы их сделать, но стоимость переналадки была бы космической. Сделали вручную, в отдельном цеху. Ключевым был подбор клея — не просто двухкомпонентного полиуретанового, а с увеличенным открытым временем, чтобы успеть точно сориентировать все слои. Это тот случай, когда опыт оператора, его ?чувство? материала, решало больше, чем запрограммированный алгоритм.
Подводные камни, о которых не пишут в каталогах
Главная проблема при ручной сборке — контроль качества на каждом квадратном дециметре. На линии датчики отслеживают давление и температуру. В ручном режиме вся ответственность — на мастере. Бывало, особенно в начале, сталкивались с ?вздутиями? уже на готовой панели. Причина — микроскопические пузырьки воздуха, оставшиеся между сердцевиной и обшивкой, которые при перепаде температур на объекте расширялись. Решение нашли простое, но неочевидное: перед нанесением клея сердечник и листы выдерживали сутки в одном цеху для температурной стабилизации, а при склейке использовали зубчатые шпатели определённого калибра, а не просто валики.
Ещё один нюанс — кромки. При машинной резке сотового заполнителя часто остаются заусенцы, которые при ручной сборке могут повредить нижний слой клея или даже тонкую облицовку. Приходится дополнительно обрабатывать торцы сердечника вручную, мягким абразивом. Это увеличивает трудозатраты, но в спецификациях ООО Уху Хуасинь Цайган Цзегоу для таких изделий это всегда закладывается в норму времени, что отражается на итоговой стоимости. Клиент должен понимать, за что платит.
И да, о стоимости. Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления — это почти всегда дороже. Но не потому, что ?ручная работа — это luxury?, а потому, что это штучная, адаптивная работа под конкретные условия монтажа и эксплуатации. Это не массовый продукт, и сравнивать его по цене с рядовыми стеновыми панелями — бессмысленно.
Случай из практики: когда автоматика подвела, а руки спасли
Был проект — обшивка лифтовых шахт в высотном здании. Требовались панели с очень высоким классом огнестойкости и при этом минимальной толщиной. Стандартные решения с минераловатным заполнителем не подходили по толщине. Рассчитали вариант с тонким, но высокоплотным алюминиевым сотовым сердечником. Первую партию попробовали собрать на автоматической линии с вакуумным прессом. Вроде бы всё отлично, но при испытаниях на огнестойкость в угловых стыках проявилась деформация — клей в этих зонах не выдержал температурного расширения из-за неравномерного давления пресса.
Перешли на ручную сборку с поэтапным пригрузом. Вместо одного мощного пресса использовали систему струбцин и грузов, распределённых по площади, с особым вниманием к углам. Это позволило добиться равномерного давления и, как следствие, однородного клеевого слоя. Панели прошли сертификацию. Этот опыт потом даже частично внедрили в доработку программы для полуавтоматической линии для подобных ?капризных? заказов.
Такие кейсы — лучшая иллюстрация, что ручное изготовление в нашем контексте — это не шаг назад, а часто единственный путь вперёд для выполнения особых технических условий. Это технологический выбор, а не маркетинговый ход.
Алюминиевый сотовый сердечник: в чём его реальные плюсы и где они меркнут
Много говорят о лёгкости и прочности на изгиб. Это правда. Но на практике главное его преимущество для меня — стабильность геометрии в широком температурном диапазоне и полная негигроскопичность. В отличие от того же ППУ, который может ?повести? со временем, или минеральной ваты, которая боится влаги, алюминиевая сотовая структура инертна. Это критически важно для объектов с чистыми помещениями, для транспортного машиностроения (вагоны, фургоны), где перепады температур и влажности — норма.
Но есть и слабое место — акустика. Сотовая струкция, особенно если она не заполнена спецматериалами, — не лучший звукоизолятор на некоторых частотах. Были претензии от заказчика, который использовал наши панели для внутренних перегородок в офисе. Шум с соседнего кабинета передавался. Пришлось разрабатывать композитный вариант — с добавлением слоя нетканого звукопоглощающего материала внутрь ячеек перед склейкой. Опять же, делали это вручную. Машин для такой деликатной операции просто нет.
Поэтому, заказывая такую панель, нужно чётко понимать сферу её применения. Для холодильных камер или вентилируемых фасадов — отлично. Для требовательной звукоизоляции — нужна дополнительная инженерная проработка. На сайте hxcg.ru в описании продукции это, к счастью, указывается честно, без прикрас.
Взгляд в будущее: останется ли место для ручного труда?
Думаю, да. Полная автоматизация изготовления сэндвич-панелей с алюминиевым сотовым сердечником возможна только для больших тиражей абсолютно идентичных изделий. Но рынок всё чаще запрашивает кастомизацию, нестандартные решения для сложных архитектурных и инженерных задач. Робот не обладает тактильной чувствительностью и не может принять решение ?на глаз?, когда видит микронеровность на срезе сердечника. Опытный мастер — может.
Скорее, эволюция будет идти в сторону гибридных процессов: где-то робот нарежет заготовки с ювелирной точностью по цифровой модели, а ключевой этап сборки и контроля останется за человеком. Это уже происходит. В том же ООО Уху Хуасинь Цайган Цзегоу для стандартных профилированных листов — полный автомат, а для штучных панелей со сложным наполнителем — выделенная площадка с ручным инструментом и квалифицированными сборщиками.
Итог прост. Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления — это не архаизм, а высокотехнологичный продукт для специфических задач. Его ценность — в адаптивности и внимании к деталям, которые невозможно закодировать в программу. Главное — работать с производителем, который не скрывает нюансов процесса, как это делает наша компания, а делает их частью честного диалога с заказчиком. Тогда результат будет не просто ?панелью?, а именно тем решением, которое нужно объекту.
Соответствующая продукция
Соответствующая продукция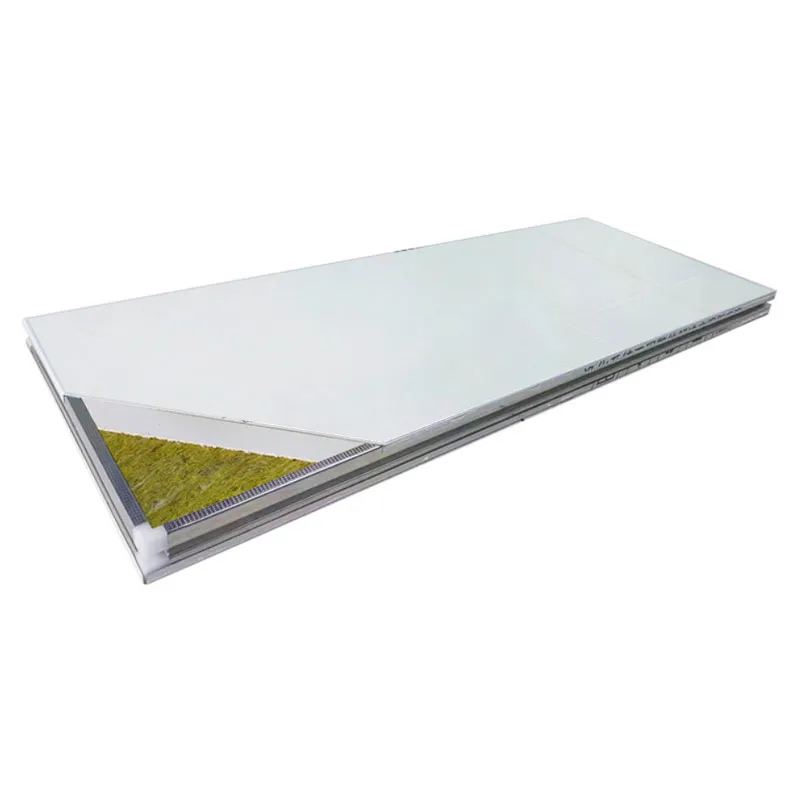





Самые продаваемые продукты
Самые продаваемые продукты-
 Алюмосиликатный теплоизоляционный материал
Алюмосиликатный теплоизоляционный материал -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Рулон из нержавеющей стали
Рулон из нержавеющей стали -
 Полимерпесчаная (композитная) черепица
Полимерпесчаная (композитная) черепица -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 Двутавровый алюминиевый профиль
Двутавровый алюминиевый профиль -
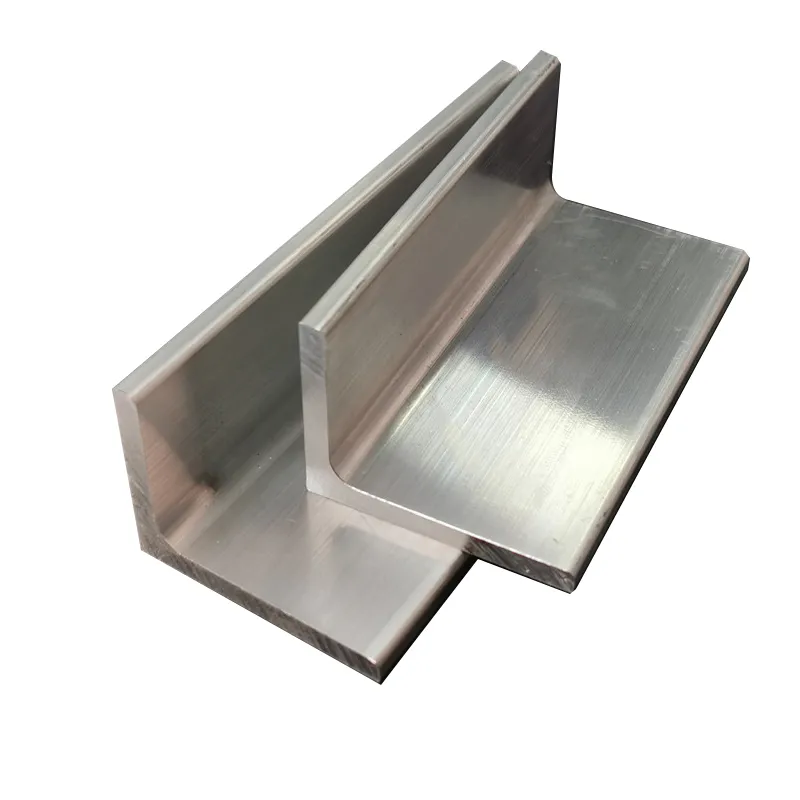 Алюминиевый уголок
Алюминиевый уголок -
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 Алюминиевый швеллер
Алюминиевый швеллер -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
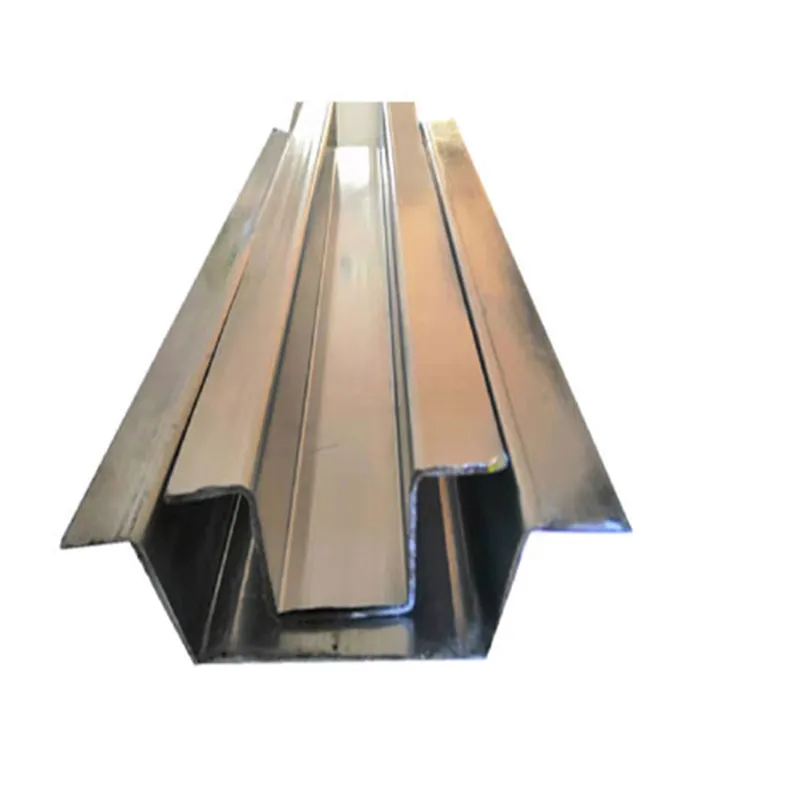 Π-образный профиль (двутавровый)
Π-образный профиль (двутавровый) -
 Холодильная сэндвич-панель с полиуретановым сердечником
Холодильная сэндвич-панель с полиуретановым сердечником
Связанный поиск
Связанный поиск- Теплоизоляционный материал лента
- Теплоизоляционный материал имеет коэффициент теплопроводности
- Горючесть теплоизоляционных материалов
- Ширина рулона оцинкованной стали
- Органические теплоизоляционные материалы
- Рабица рулон оцинкованная
- Сетка кладочная оцинкованная в рулонах
- Теплоизоляционные материалы исаев
- Современные теплоизоляционные материалы в строительстве
- Модульные здания одноэтажные



