

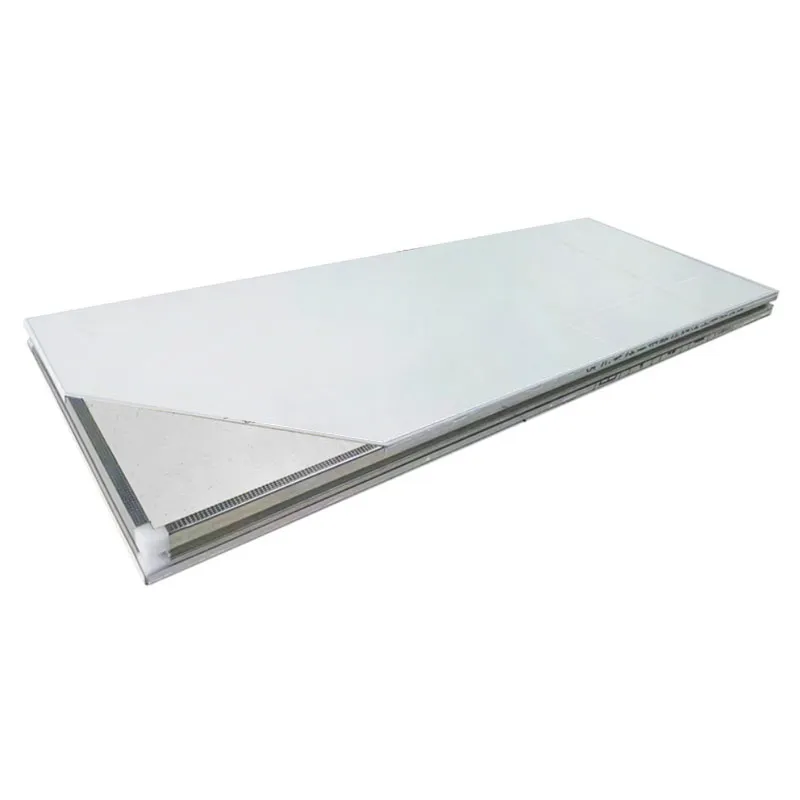
Сэндвич-панель с силикатно-каменным сердечником механического производства
Когда слышишь ?сэндвич-панель с силикатно-каменным сердечником?, первое, что приходит в голову многим заказчикам и даже некоторым коллегам — это просто панель с минеральной ватой внутри. Вот тут и кроется главный подводный камень. Механическое производство — это не про нарезку плит утеплителя и склейку. Это совсем другой уровень стабильности параметров, особенно когда речь заходит о плотности сердечника и его адгезии к облицовкам. Много видел объектов, где проблемы с мостиками холода или, того хуже, с отслоением обшивки начинались именно из-за того, что к процессу подходили как к простой сборке. Сам долгое время считал, что ключевое — это качество самой каменной ваты, пока на одном из первых наших крупных заказов не столкнулся с деформацией панелей на фасаде уже после монтажа. Оказалось, прессование под определенным, выверенным давлением в сочетании с температурным режимом — это 80% успеха. Без этого даже лучший силикатно-каменный сердечник не даст той самой монолитности, за которую мы, собственно, и ценим эти панели.
Что на самом деле скрывается за ?механическим производством?
Здесь нельзя говорить абстрактно. Возьмем, к примеру, линию, на которой работаем мы в ООО Уху Хуасинь Цайган Цзегоу. Это не просто конвейер. Это цепочка, где этап подачи непрерывной ленты каменной ваты синхронизирован с нанесением клея-полиуретана. Если синхронизация сбивается на секунды — ты уже получаешь участок с неравномерным распределением связующего. Визуально панель может быть идеальна, но на разрыв, лет через пять, это аукнется. Мы через это прошли в начале пути, когда только осваивали технологию. Потеряли партию для склада в Ростовской области — на испытаниях сердцевина выходила из обшивки кусками.
Давление пресса — это отдельная песня. Его нельзя выставить ?по мануалу? раз и навсегда. Плотность поступающей ваты имеет допустимый разброс, влажность в цехе влияет, даже температура клеящего состава играет роль. Оператор с опытом всегда держит руку на пульсе и делает поправки. Именно поэтому панели, сделанные на автоматизированной, но ?немой? линии, где нет возможности быстро вмешаться в процесс, иногда проигрывают в стабильности. Механика — это еще и про человеческий контроль в ключевых точках.
И вот еще какой момент часто упускают: подготовка поверхностей облицовки. Оцинковка, полимерное покрытие — они должны быть не просто чистыми. На линии стоит активатор, который меняет энергию поверхности металла для лучшей адгезии. Если его параметры съехали или барабан загрязнен, клей будет держать хуже. Проверяем это не только лабораторно, но и старым дедовским способом — контрольным отрывом каждые n-панель. Звучит просто, но без этого — никуда.
Силикатно-каменный сердечник: миф о негорючести и реальные цифры
Все пишут ?НГ?, и все с этим соглашаются. Но на практике ?негорючесть? материала и поведение готовой конструкции в огне — вещи связанные, но не тождественные. Сердечник из каменной ваты на базальтовой основе действительно не горит. Но при высоких температурах связующие компоненты в нем могут разрушаться, а металлические обшивки — деформироваться, нарушая целостность узла примыкания. Поэтому, когда нам, как производителю сэндвич-панелей, задают вопрос о пожарной безопасности, мы всегда говорим не о материале, а о результатах испытаний конкретной конструкции. У нас есть протоколы на панели толщиной от 80 до 200 мм, и это главный козырь в разговоре с техническими специалистами заказчика.
Плотность сердечника — вот где чаще всего экономят, а зря. Видел предложения на рынке с плотностью 90-100 кг/м3 для стеновых панелей. Для ненагружаемых фасадов, может, и пройдет. Но если речь о кровле или о стенах с высокой ветровой нагрузкой, нужны 115-120 кг/м3 минимум. Иначе со временем может произойти усадка или сползание материала внутри, особенно на вертикальных поверхностях. Мы в Хуасинь после ряда тестов остановились на диапазоне 110-125 кг/м3 для разных типов панелей. Это не маркетинг, это решение, принятое после анализа отказов, в том числе и на объектах конкурентов.
Еще один нюанс — геометрия плит сердечника. При механическом производстве используется не просто нарезанная вата, а ламели, ориентированные определенным образом. Это снижает риск усадки и повышает сопротивление нагрузкам на отрыв слоев. Но и стоит такая технология дороже. Многие клиенты сначала не понимают разницы, пока не увидят сравнительные тесты на сдвиг.
Облицовки и профилирование: от чего зависит долговечность на практике
Казалось бы, оцинкованная сталь с полимерным покрытием — стандарт. Но в стандарте — дьявол. Толщина цинкового слоя, тип полимера (полиэстер, пурал, пластизол), толщина покраски — все это не просто строчки в спецификации. Это история про срок жизни панели в конкретной среде. Для стандартного склада в средней полосе хватит и полиэстера 25 мкм. Но для объекта в промзоне с агрессивной атмосферой или в приморском регионе уже нужен пурал или PVDF с большей толщиной покрытия. Мы на своем сайте hxcg.ru не просто выкладываем технические листы — мы всегда стараемся донести эту мысль до проектировщика. Лучше потратить время на консультацию, чем потом разбираться с рекламациями по покраске.
Замок. Стык — самое слабое место любой сэндвич-панели. Механическое производство позволяет добиться идеальной геометрии профиля замка, что критично для монтажа и герметичности. Бывало, получали панели от субпоставщиков (в период пиковых нагрузок) — и монтажники сразу начинали ругаться: замок ?не садится?, приходится подбивать, деформируя края. Это прямой путь к нарушению теплового контура. Сейчас жестко контролируем этот параметр на выходе с линии. Каждая партия проходит выборочную проверку на сборку стенда из 3-4 панелей.
И про монтаж. Самый совершенный замок не спасет, если монтажники его ?зарежут? при установке или неправильно загерметизируют. Поэтому мы стали делать простые графические инструкции и даже выезжать на первые дни монтажа на ключевые объекты. Это не сервис, это инвестиция в нашу же репутацию. Потому что если объект потечет, виноваты будут в первую очередь ?панели?, а не кривые руки.
Экономика и логистика: о чем молчат в каталогах
Стоимость квадратного метра панели — это только вершина айсберга. Механическое производство, особенно такое, какое налажено у нас, позволяет делать панели большой длины (до 12-14 метров). Это значит меньше стыков на объекте, меньше времени на монтаж, меньше расходов на герметики и, в конечном счете, меньше метраж отходов. Для заказчика это часто решающий фактор, хотя изначально он смотрит только на ценник в коммерческом предложении. Приходится буквально рисовать калькуляцию, чтобы показать реальную выгоду.
Логистика — отдельная головная боль. Длинномерные панели требуют специального транспорта и грамотного крепления. Однажды была история, когда перевозчик сэкономил на крепежных ремнях, и половина панелей в кузове приехала с помятыми замками. С тех пор мы либо работаем с проверенными транспортными компаниями, либо даем четкие инструкции и требуем фотоотчет о погрузке. Это тоже часть процесса, о которой не пишут в брошюрах.
И запас производства. Способность завода, того же ООО Уху Хуасинь Цайган Цзегоу, быстро перестроиться с одного типоразмера на другой, с одной толщины на другую — это огромное преимущество. Рынок сегодня требует гибкости. Нельзя два месяца делать только панели толщиной 100 мм. Нужен заказ на 120 мм для объекта — и через день линия должна его выдать без потери качества. Это достигается именно отлаженностью механического процесса и квалификацией персонала, а не просто наличием станков.
Взгляд вперед: куда движется технология
Сейчас много говорят об ?умных? зданиях и энергоэффективности. Для панели с силикатно-каменным сердечником это, в первую очередь, движение к еще более точному контролю плотности и теплопроводности по всей площади плиты. Появляются системы онлайн-мониторинга параметров прессования, которые в реальном времени корректируют процесс. Мы пока такие не внедрили, но присматриваемся. Это дорого, но, возможно, следующий шаг для серьезного отрыва от кустарных производителей.
Второй тренд — это интеграция. Не просто панель, а готовый фасадный элемент с уже нанесенными элементами крепления, кабель-каналами или даже встроенными датчиками. Механическое производство как раз дает такую возможность на этапе сборки ?сэндвича?. Пока это штучные эксперименты, но спрос есть. Например, для быстровозводимых модульных зданий.
И, конечно, экология. Ресайклинг обрезков сердечника, использование клеев с меньшим содержанием летучих веществ. Это уже не просто тренд, а требование крупных девелоперов. Наш завод работает над замкнутым циклом использования отходов каменной ваты — измельчаем и используем как сырье для менее ответственных изделий. Медленно, но движемся в эту сторону. Потому что будущее — за комплексным подходом, где панель оценивается не только по цене и теплопроводности сегодня, но и по всему жизненному циклу.
В итоге, возвращаясь к началу. Сэндвич-панель с силикатно-каменным сердечником механического производства — это не товар из каталога. Это результат тонкой настройки десятков параметров, опыта, набитого шишками, и понимания, что происходит с продуктом не только в цеху, но и на объекте, через годы. И главное в этом деле — не бояться говорить о сложностях и учиться на ошибках, своих и чужих. Только тогда можно делать по-настоящему надежную вещь.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления -
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
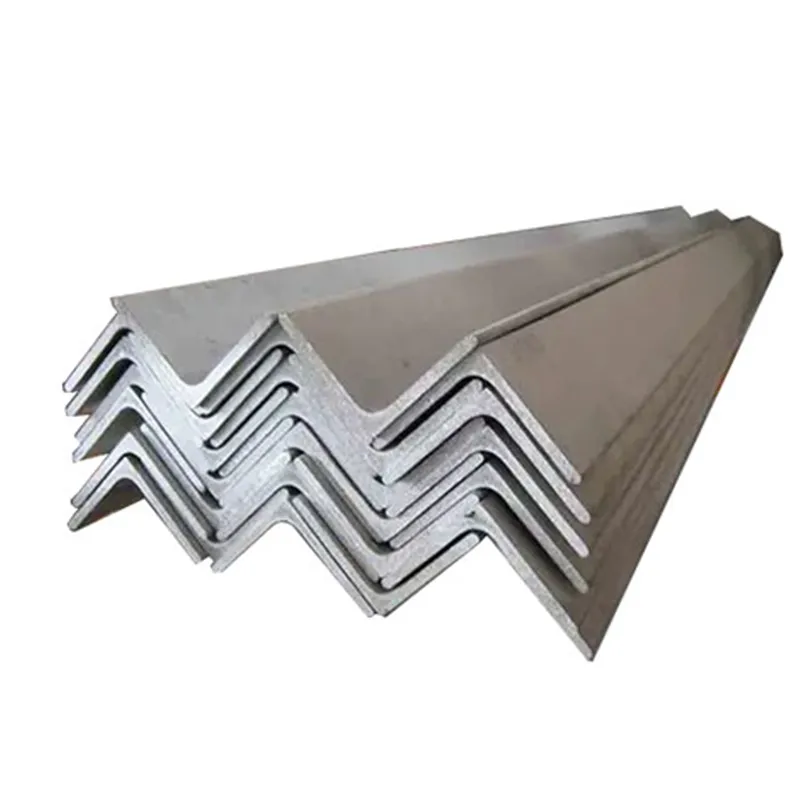 Уголок
Уголок -
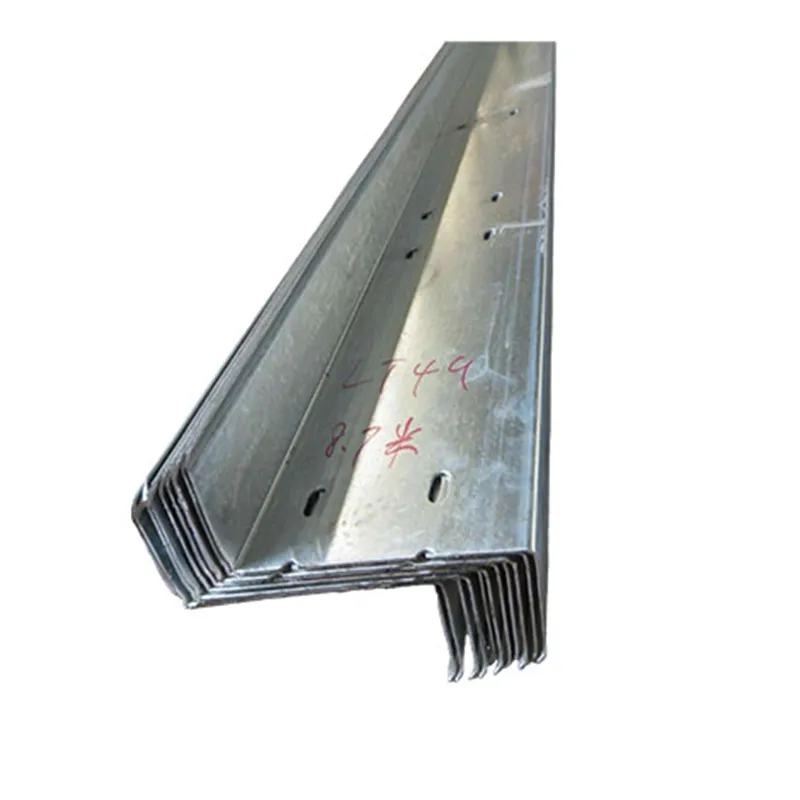 Z-образный профиль
Z-образный профиль -
 Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства
Сэндвич-панель с сульфатно-оксидно-магниевым сердечником механического производства -
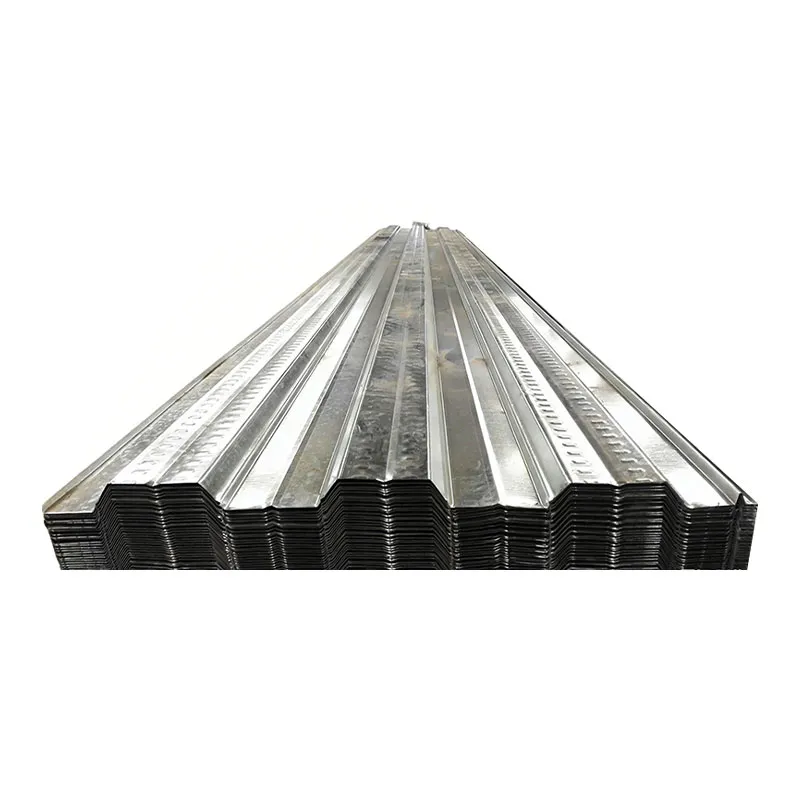 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
 Рулон из алюминия с цветным покрытием
Рулон из алюминия с цветным покрытием -
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Сэндвич-панель с полиуретановым сердечником механического производства
Сэндвич-панель с полиуретановым сердечником механического производства -
 Сэндвич-панель со стекломагниевым сердечником механического производства
Сэндвич-панель со стекломагниевым сердечником механического производства -
 Контейнер быстрой сборки (модульное здание)
Контейнер быстрой сборки (модульное здание)
Связанный поиск
Связанный поиск- Пеностекло теплоизоляционный материал
- Каменную вату в плитах
- Презентация на тему теплоизоляционные материалы
- Строение и свойства теплоизоляционных материалов
- Блочно модульное здание окоф
- Сетка в рулонах оцинкованная 25 25
- Модульные здания из блок
- Керамический теплоизоляционный материал
- Производство модульных зданий и блок контейнеров
- Теплоизоляционные материалы исаев



