

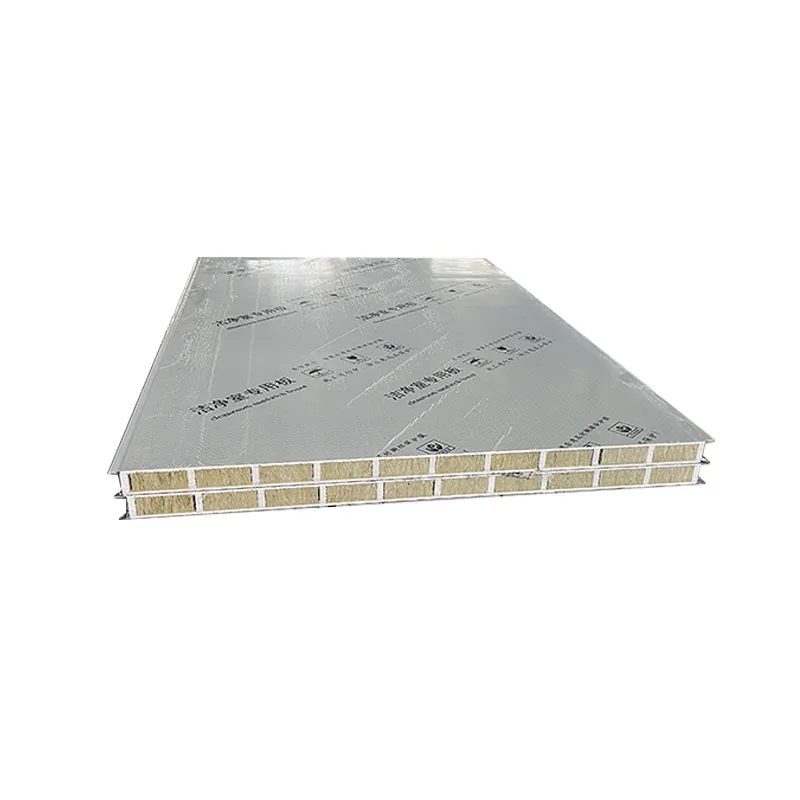
Сэндвич-панель с силикатно-каменным сердечником ручного изготовления
Когда слышишь ?сэндвич-панель с силикатно-каменным сердечником ручного изготовления?, многие сразу представляют себе что-то кустарное, чуть ли не гаражное. И это главное заблуждение. На деле, ?ручное изготовление? здесь — это не про отсутствие технологий, а про контроль на каждом этапе, где машина не может заменить глаз и опыт. Сам сердечник — композит на основе силикатного связующего и каменной крошки — уже история, но как его ?собрать? в панель, чтобы не пошла волной через год, — тут и начинается поле для ручной работы. Много видел ?полуфабрикатов?, где автоматика недожала кромку, и мостик холода образовывался именно там. Поэтому, когда говорят о таком продукте, надо смотреть не на громкие слова, а на детали стыков, на подготовку поверхностей перед склейкой. У нас, в ООО Уху Хуасинь Цайган Цзегоу, тоже шли к этому пониманию через пробы и ошибки.
Почему именно ручная сборка? Контекст, который упускают в спецификациях
Если взять автоматическую линию для ППС или минваты — там всё отлажено, скорость высокая. Но силикатно-каменный сердечник — материал другой плотности, другой абразивности. Конвейерная подача иногда даёт микросколы на торцах, которые потом под нагрузкой могут стать точкой начала разрушения. Ручная укладка — это не медлительность, а возможность осмотреть каждый блок сердечника перед тем, как он пойдёт на проклейку. Особенно это критично для нестандартных размеров, которые часто требуются в современных проектах. Мы на сайте hxcg.ru всегда подчёркиваем, что работаем под заказ, и как раз из-за этой специфики.
Вторая причина — клей. Нанесение клеевого состава автоматическим дозатором на неровную (в микроскопическом смысле) поверхность камня может привести к неравномерному слою. Человек с гребёнкой чувствует сопротивление материала, видит, как состав ложится. Это, конечно, требует навыка. Помню, первые партии у нас были с избыточным расходом клея — думали, чем больше, тем лучше. Потом пришло понимание, что излишки, выдавленные под прессом, создают внутренние напряжения. Пришлось переучивать бригаду, отрабатывать движение и давление.
И третье — это прессование. Гидравлический пресс есть, но давление и время выдержки подбираются часто эмпирически, в зависимости от влажности сердечника и температуры в цеху. Вот этот момент ?подбора? — он и есть ручная работа в технологическом цикле. Записывали в журнал: партия такая-то, влажность сырья столько-то, давление столько-то, время — столько-то. Потом, при монтаже, смотрели поведение панелей. Обратная связь занимала месяцы, но без этого не получить стабильный продукт.
Где подстерегают сложности? Неочевидные моменты от сырья до монтажа
Сердечник. Казалось бы, покупай готовые плиты и режь. Но плотность и фракция крошки должны быть строго выдержаны. Мелкая фракция даёт более гладкую поверхность, лучше для склейки, но может слегка проигрывать в некоторых показателях прочности на излом. Крупная фракция — наоборот. Поставщиков меняли несколько раз, пока не нашли того, кто гарантирует стабильность параметров от партии к партии. Это база. Без стабильного сырья вся ручная работа теряет смысл.
Геометрия. Сэндвич-панель с силикатно-каменным сердечником, собранная вручную, — это не идеальный параллелепипед с точностью до миллиметра, как у пенополистирольных собратьев. Есть допустимые отклонения, которые потом компенсируются при монтаже. Но здесь важно не перейти грань. Мы разработали свои кондукторы для выкладки, которые минимизируют перекосы. Пробовали делать без них — для небольших партий вроде бы быстрее, но при стыковке на объекте возникали щели, которые потом дорого устранять.
Транспортировка и хранение. Кажется, мелочь? Нет. Панель тяжелее аналогов с другим наполнителем. Неправильная укладка в штабель (без прокладок в строго определённых точках) ведёт к прогибу и внутренним трещинам в сердечнике. Был печальный опыт, когда привезли на объект, сняли упаковку, а через пару дней на солнце проявилась едва заметная дуга. Пришлось менять. Теперь инструктаж по складированию — обязательный пункт для отгрузки.
Кейс: когда ?ручное? стало ключевым аргументом
Был проект — реконструкция старого здания под галерею. Архитектор хотел панели сложной трапециевидной формы для фасадных вставок. Автоматическая линия для такого не подходила экономически. Наше предложение по ручному изготовлению сэндвич-панелей с силикатно-каменным сердечником сработало. Мы не просто вырезали форму, а для каждой панели рассчитали ориентацию сердечника относительно предполагаемых нагрузок (ветровых, в первую очередь). Это была ювелирная работа: разметка, резка специальным инструментом с водяным охлаждением (чтобы не было пыли и перегрева), усиление кромок.
Монтажники сначала ворчали — непривычно, тяжело. Но когда дело дошло до подгонки, оценили, что припуски были сделаны с учётом неровностей старого фасада. Стыковка прошла с минимальным количеством монтажной пены. Главное — через три года заказчик прислал благодарность: фасад ?не дышит?, нет мостиков холода, а главное — геометрия сохранилась, никаких волн. Этот опыт окончательно убедил нас в нише для такого продукта.
Сейчас мы, как производитель ООО Уху Хуасинь Цайган Цзегоу, для подобных нестандартных задач всегда предлагаем именно вариант с ручной сборкой. Это не массовый продукт, это штучное решение. И в этом его ценность.
Экономика вопроса: дороже ли? И если да, то почему?
Да, панель ручной сборки дороже. Трудозатраты выше, скорость производства ниже. Но если считать не цену за квадратный метр на складе, а цену за квадратный метр, смонтированный и работающий без проблем в течение гарантийного срока (а мы даём на такие панели увеличенную гарантию), то разница часто нивелируется. Ремонт, переделка, простои на объекте — всё это деньги.
Ещё один момент — минимизация отходов. При автоматическом раскрое под стандартные размеры отходы сердечника могут достигать 15-20%. При ручной работе под конкретный проект этот процент можно снизить до 5-7, грамотно спланировав раскладку. Экономия на материалах частично компенсирует трудозатраты.
Поэтому наш подход на hxcg.ru — не продавать ?панели?, а предлагать решения. И для некоторых из них силикатно-каменный сердечник, собранный вручную, — это не прихоть, а технически и экономически обоснованный выбор. Клиенту нужно это объяснять, показывать расчёты, приводить примеры. Это долгий разговор, но он отсеивает тех, кто гонится только за самой низкой ценой, и находит тех, кто ценит результат.
Взгляд вперёд: есть ли будущее у ручной технологии?
Мне часто задают этот вопрос. Мир автоматизируется, ИИ вот-вот всё захватит. Но в строительстве, особенно когда речь идёт о реконструкции, об объектах со сложной геометрией, всегда будет место для штучных, адаптивных решений. Ручное изготовление не стоит на месте — появляются новые инструменты, клеи, методы контроля (например, термовизионный контроль сразу после прессования). Это эволюционирует в высококвалифицированный гибридный процесс, где мастер опирается на данные с датчиков, но окончательное решение принимает сам.
Для нашей компании это направление — не основной объём, но важная часть портфеля, которая показывает нашу экспертизу. Она позволяет диверсифицировать риски и работать на более требовательный сегмент рынка.
Так что, сэндвич-панель с силикатно-каменным сердечником ручного изготовления — это не архаика. Это пример того, как традиционный навык, помноженный на понимание материаловедения, даёт продукт, который в определённых условиях не имеет полноценной альтернативы. И пока будут эти условия — сложные объекты, нестандартные задачи, требовательные заказчики — у такой панели будет своё, вполне уверенное будущее. Главное — не пытаться выдать её за универсальное решение для всех, а честно определять сферу её эффективного применения.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Кронштейн для солнечных панелей
Кронштейн для солнечных панелей -
 Рулон из алюминиево-магниево-марганцевого сплава
Рулон из алюминиево-магниево-марганцевого сплава -
 Z-образный профиль
Z-образный профиль -
 Профнастил (кровельный)
Профнастил (кровельный) -
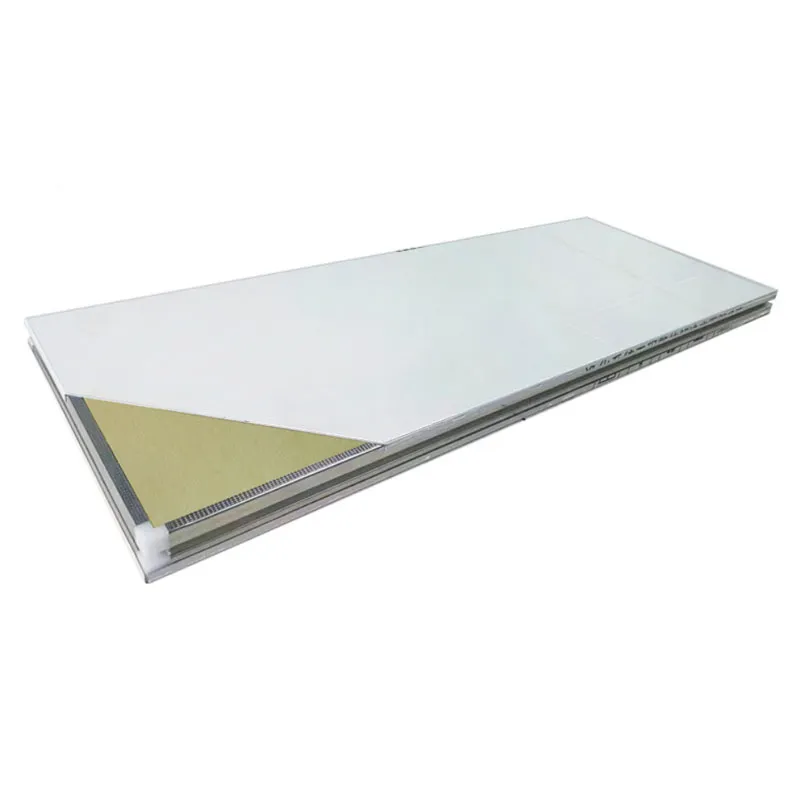
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 Каменная вата
Каменная вата -
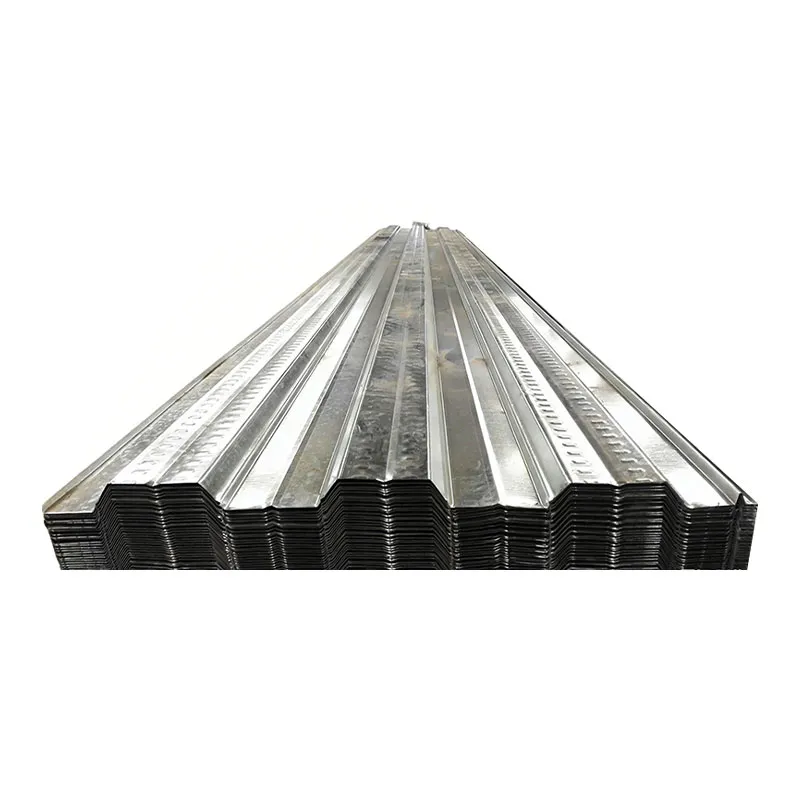 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
 Сэндвич-панель с бумажным сотовым сердечником ручного изготовления
Сэндвич-панель с бумажным сотовым сердечником ручного изготовления -
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
 Алюминиевый профиль с наружным цилиндрическим выступом
Алюминиевый профиль с наружным цилиндрическим выступом -
 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
 Сэндвич-панель с каменной ватой механического производства
Сэндвич-панель с каменной ватой механического производства
Связанный поиск
Связанный поиск- Пористый теплоизоляционный материал
- Модульное здание из бытовок
- Модульные здания из блок
- Тим теплоизоляционные материалы
- Поставка теплоизоляционных материалов
- Теплоизоляционные материалы недостатки
- Оцинкованная сетка 50х50 в рулонах
- Сетка оцинкованная для забора в рулонах
- Рулоны оцинкованные
- Теплоизоляционные материалы долговечность



