

Теплоизоляционные материалы из неорганического сырья технология производства
Когда говорят о теплоизоляции из неорганики, многие сразу представляют себе базальтовую вату и на этом останавливаются. Но сырьевая база шире, а технологические цепочки — капризнее, чем кажется в теории. На деле, переход от, скажем, доменного шлака или того же базальта к стабильному, отвечающему ГОСТам волокну — это череда компромиссов между температурой плавления, вязкостью расплава и долей брака на линии. Я не раз видел, как попытки сэкономить на шихте или ускорить вытяжку волокна оборачивались повышенной ломкостью матов и жалобами на усадку уже на объекте. Вот об этих подводных камнях и хочется порассуждать.
Сырье: не только базальт
Классика — это, конечно, горные породы базальтовой группы. Но вдумчивый технолог всегда смотрит на химический состав и модуль кислотности. Если упрощенно, то от этого зависят и температура плавления (а значит, расход энергии в вагранке или печи), и стойкость волокна к агрессивным средам. Бывало, партия сырья с красивым названием ?базалит? на поверку давала слишком кислый расплав, волокно получалось коротким, ?невытянутым?. Приходилось оперативно корректировать шихту, добавляя, например, карбонатные компоненты для выравнивания состава. Это не по учебнику, это уже кустарная, но необходимая доводка.
Второй пласт — техногенное сырье: шлаки металлургического производства. Тут история еще тоньше. Состав шлака может ?гулять? от партии к партии в зависимости от марки выплавляемой стали или чугуна. Сегодня у тебя отличный силикатный модуль, завтра — перекос по оксидам кальция. Просто засыпал его в печь — получил непредсказуемый результат. Поэтому стабильное производство на шлаках требует либо очень жесткого входящего контроля (что дорого), либо наличия собственного, хорошо отлаженного участка подготовки и усреднения шихты. Многие небольшие производства на этом спотыкались, получая материал с нестабильной теплопроводностью.
И третий момент, о котором часто забывают, — это связующие. Волокно-то неорганическое, а чтобы оно держалось в ковре, нужны фенолформальдегидные или акриловые смолы. Вот здесь и кроется один из главных мифов об ?экологичности?. Качественная технология подразумевает не только эффективное осаждение связующего на волокна в камере осаждения, но и его полную полимеризацию (отверждение) в конвейерной печи. Недоотвержденный материал будет ?фонить? и выделять летучие вещества. Видел я как-то на одном из старых заводов, как из-за износа горелок в печи температура в средней зоне падала, и партия матов шла с характерным запахом. Пришлось всю ее возвращать на повторный прогрев — убытки колоссальные.
Технология вытяжки волокна: дутьевой способ vs центробежный
В России больше распространен центробежно-дутьевой способ. Расплав льется на быстро вращающиеся центрифуги, разбрызгивается, и образующиеся капли вытягиваются в волокна потоком воздуха или пара. Ключевые параметры здесь — температура расплава на срезе питателя, частота вращения центрифуг и скорость газового потока. Малейший разбаланс — и вместо длинных, тонких волокон получается ?короткострой? и гранулят (так называемая ?корольковая? фракция), который является по сути отходом. Его потом пытаются использовать как насыпную изоляцию, но это уже другая история с другими свойствами.
На практике регулировка этого процесса — почти искусство. Помню, на одной линии постоянно росло количество ?корольков?. Оказалось, из-за нестабильного давления природного газа горелки в печи давали неравномерный нагрев, расплав поступал на центрифуги с разной вязкостью. Проблему решили не сразу, пришлось ставить дополнительный редукционный узел и перестраивать график плавки. Это к вопросу о том, что технология производства — это не только основное оборудование, но и вся инфраструктура вокруг.
Дутьевой способ (раздув паром или сжатым воздухом) сейчас встречается реже, в основном для получения сверхтонкого волокна. Но он еще более энергоемкий и капризный к качеству пара. Малейшая влажность в паре — и капли расплава не вытягиваются, а просто размазываются по стенкам камеры волокнообразования. Такие наросты потом приходится сбивать вручную, теряя время и сырье.
Формирование ковра и отверждение: где теряется качество
Сформированный волокнистый ?ковер? на конвейерной ленте — еще не готовый продукт. Его нужно пропитать связующим и пропустить через печь полимеризации. Здесь своя ?кухня?. Распыление связующего должно быть максимально равномерным, иначе в мате будут зоны с разной плотностью и прочностью на отрыв слоев. Однажды столкнулся с дефектом, когда в середине плиты после резки обнаруживался непропитанный ?сухой? слой. Причина — засорение нескольких форсунок распылительной головки. Дефект выявили не сразу, и часть продукции ушла заказчику, что привело к рекламациям.
Печь отверждения — сердце процесса. Температурный профиль по ее длине (зоны подогрева, полимеризации и охлаждения) должен быть выверен до градуса. Особенно критична зона полимеризации. Если температура ниже нормы, связующее не ?схватится? как следует, плита будет рыхлой и может дать усадку в конструкции. Если выше — связующее может просто выгореть, волокна потеряют связь между собой. Контролировать это нужно не по показаниям одного-двух датчиков, а по всей площади поперечного сечения печи. Термопары имеют свойство выходить из строя, и их регулярная поверка — это не бюрократия, а необходимость.
Контроль качества и типичные дефекты
Лабораторный контроль по ГОСТу — это одно. А ?глаз? опытного мастера или начальника смены — другое. Например, по цвету и запаху выходящей из печи плиты можно предварительно оценить, все ли в порядке с полимеризацией. Слишком темный оттенок и резкий запах — тревожный сигнал. Или еще: если на продольном срезе плиты видна слоистость (как будто волокна легли не равномерно, а пакетами), это говорит о проблемах в камере осаждения — скорее всего, сквозняки или нестабильная скорость конвейера.
Один из самых коварных дефектов — скрытая усадка. Плита выходит с линии, проходит все замеры (теплопроводность, плотность), а через полгода в вертикальной конструкции дает просадку на 5-10%. Причины могут быть в неполной полимеризации связующего (оно потом медленно ?дополимеризуется? уже на объекте, уплотняясь) или в излишней длине волокон, которые со временем под собственным весом сползают. Бороться с этим можно только стабильностью всех параметров процесса и ускоренными испытаниями на усадку в термокамере для каждой партии сырья.
Именно поэтому серьезные производители, такие как ООО Уху Хуасинь Цайган Цзегоу, вкладываются не только в современные технологические линии, но и в мощную лабораторную базу. Потому что производство сэндвич-панелей и профилированных листов, которыми славится эта компания (информацию о ней можно найти на https://www.hxcg.ru), напрямую зависит от качества используемого утеплителя. Нестабильная теплоизоляция внутри панели — это гарантированные проблемы с теплопотерями и долговечностью всей конструкции. На их сайте указано, что они специализируются на производстве строительных материалов, и такой комплексный подход, когда контроль идет от сырья до готовой конструкции, — единственно верный.
Экономика процесса и экологические аспекты
Говоря о технологии, нельзя обойти стороной ее стоимость. Основные статьи расхода — это энергия (на плавку шихты и работу печи полимеризации) и сырье. Любая оптимизация здесь — палка о двух концах. Можно снизить температуру плавки, добавив флюсы, но это может ухудшить гидрофобные свойства волокна. Можно экономить на связующем, но рискуешь получить рыхлый продукт. Настоящая оптимизация — это не удешевление, а стабилизация: когда из партии в партию получается абсолютно одинаковый материал с предсказуемыми свойствами. Это снижает процент брака и переделок, что в итоге выгоднее.
Экология — больная тема. Во-первых, это пыление при резке и монтаже. Хорошее волокно, произведенное по полному циклу с качественным связующим, должно быть стойким к обламыванию. Во-вторых, это вопрос отходов самого производства — тот же ?корольковый? песок и обрезки. Их все чаще пытаются перерабатывать: добавлять обратно в шихту (хотя это сложно) или использовать в качестве наполнителя для легких бетонов. Это уже направление безотходной технологии, но оно требует дополнительных инвестиций.
В итоге, производство теплоизоляционных материалов из неорганического сырья — это не просто ?расплавил-выдул-склеил?. Это сложный, многопараметрический процесс, где успех определяется вниманием к сотне мелочей: от геологии карьера, откуда везут базальт, до настройки форсунок в камере распыления связующего. Технология, описанная в учебниках, — это лишь каркас. Живая практика — это постоянные микроподстройки, анализ дефектов и поиск баланса между качеством, себестоимостью и требованиями рынка. И именно этот практический опыт, набитый шишами, и отличает жизнеспособное производство от экспериментального цеха.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель со стекломагниевым сердечником ручного изготовления
Сэндвич-панель со стекломагниевым сердечником ручного изготовления -
 Профилированный настил (для перекрытий)
Профилированный настил (для перекрытий) -
 Рулон с цветным полимерным покрытием
Рулон с цветным полимерным покрытием -
 Π-образный профиль (двутавровый)
Π-образный профиль (двутавровый) -
 Алюминиевый профиль для полотна распашных дверей
Алюминиевый профиль для полотна распашных дверей -
 T-образный алюминиевый профиль
T-образный алюминиевый профиль -
 Транспортабельный модульный контейнер (модульное здание)
Транспортабельный модульный контейнер (модульное здание) -
 Квадратная профильная труба
Квадратная профильная труба -
 Полимерпесчаная (композитная) черепица
Полимерпесчаная (композитная) черепица -
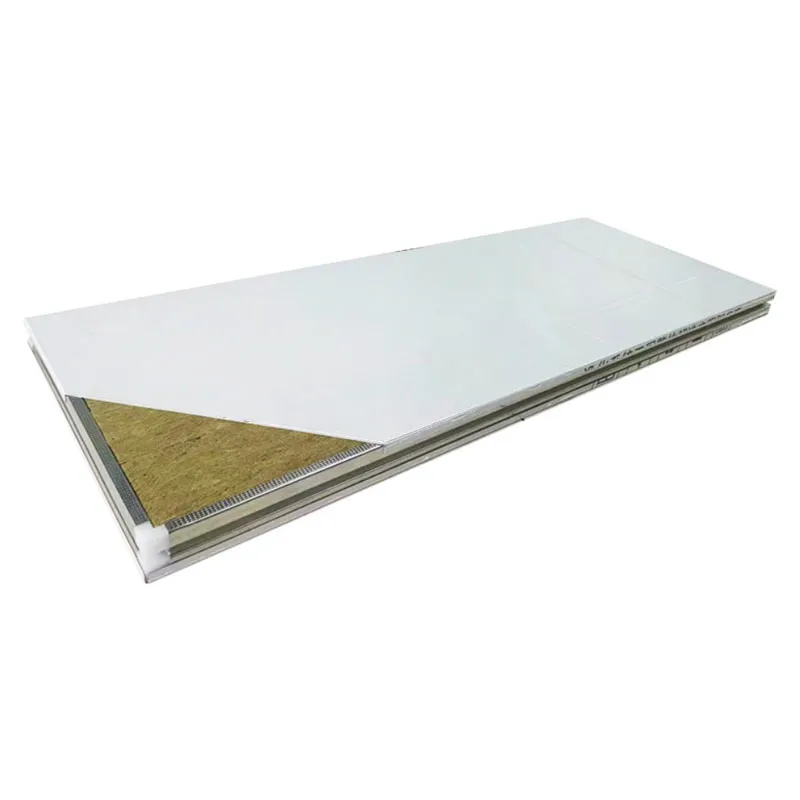 Сэндвич-панель с каменной ватой ручного изготовления
Сэндвич-панель с каменной ватой ручного изготовления -
 Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления
Сэндвич-панель с алюминиевым сотовым сердечником ручного изготовления -
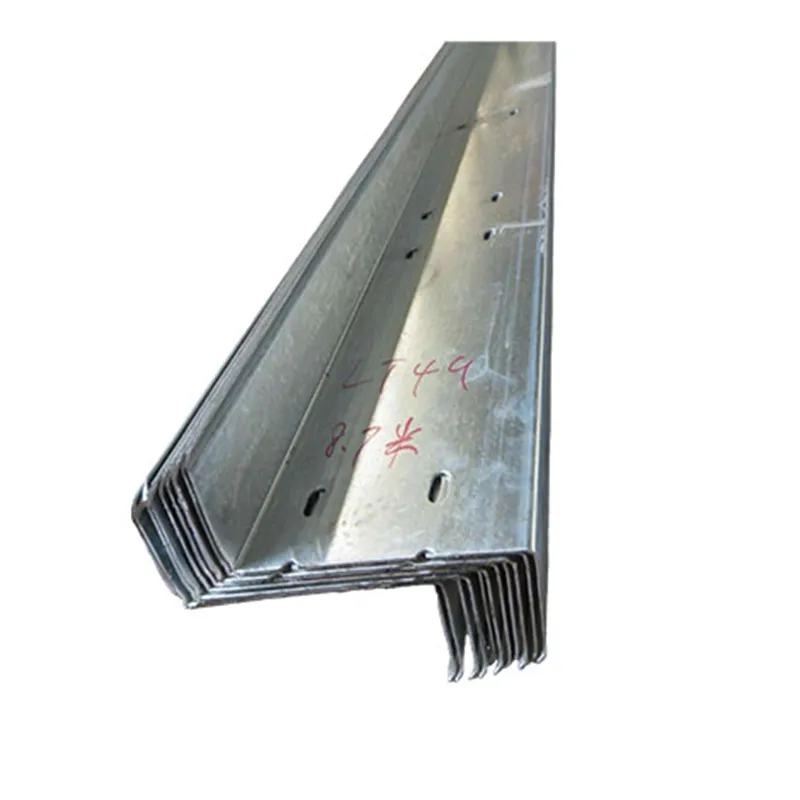 Z-образный профиль
Z-образный профиль
Связанный поиск
Связанный поиск- Рулон оцинкованной стали
- Теплоизоляционный материал для труб дымохода
- Сталь оцинкованная 0.5 в рулонах
- Модульное здание туалет
- Теплоизоляционный материал имеет коэффициент теплопроводности
- Сэндвич-панель со стекломагниевым сердечником ручного изготовления
- Стеклянная вата в трубных оболочках
- Теплоизоляционные материалы нг
- Тонкий теплоизоляционный материал
- Плотность теплоизоляционных материалов



