

Ширина рулона оцинкованной стали
Когда говорят о ширине рулона оцинкованной стали, многие сразу думают о стандартах — 1250 мм, 1000 мм, и всё. Но в реальной работе, особенно когда ты стоишь у линии резки или планируешь раскрой для сэндвич-панелей, понимаешь, что цифра в спецификации — это только начало истории. Частая ошибка — считать, что главное это максимальная ширина, которую может дать стан. На деле, куда важнее понять, как эта ширина ведёт себя в конкретном производственном цикле, от размотки до готового профилированного листа. У нас в ООО Уху Хуасинь Цайган Цзегоу через это прошли не раз.
Почему 'стандартная' ширина — не всегда панацея
Возьмём, к примеру, наш основной продукт — сэндвич-панели. Для них мы часто используем рулонную сталь с полимерным покрытием. Казалось бы, бери рулон 1200 мм и режь. Но здесь вступает в игру такой фактор, как полезная ширина после профилирования. Если ты заложил в проект панель шириной 1150 мм, а при профилировании из-за глубины трапеции происходит продольная утяжка металла, то кромка может получиться неровной. Получается, номинальная ширина рулона оцинкованной стали должна быть с запасом, и этот запас не постоянный — он зависит от высоты гофры профиля. Мы однажды получили партию рулонов 1220 мм, рассчитав всё по стандарту, а после прогона на стане для высокой трапеции полезная ширина упала до 1180 мм. Пришлось срочно пересчитывать раскладки для заказа — потеря времени и нервов.
Ещё один нюанс — это разнотолщинность по ширине рулона. На глаз её не видно, но когда рулон разматывается и попадает на гибочный агрегат, даже отклонение в несколько микрон может привести к волне на полке профиля. Особенно критично это для холодногнутых профилей, где геометрия — всё. Мы работаем с поставщиками, которые гарантируют равномерность по всей ширине, но всегда делаем контрольные замеры на входном контроле. Не доверяй слепо сертификату — проверяй сам.
И конечно, логистика. Рулоны шириной 1500 мм — это здорово, они дают меньше стыков при производстве длинных листов. Но сможет ли твой складской кран их безопасно разгрузить? Влезут ли они в проёмы цеха? Помню случай, когда мы заказали партию увеличенной ширины для экономии, а потом полдня мучились, чтобы завести её в ворота, не повредив полимерный слой. Теперь всегда согласуем габариты не только с технологами, но и с начальником склада.
Выбор ширины под конкретную задачу: опыт Хуасинь
На сайте ООО Уху Хуасинь Цайган Цзегоу указано, что мы производим профилированные листы и сэндвич-панели. Так вот, для этих двух направлений подход к ширине рулона разный. Для профилированного листа, который часто идёт на кровлю, важна не только конечная ширина листа, но и шаг профиля. Чтобы минимизировать отходы, ширина рулона должна быть кратной ширине профиля с учётом нахлёста. Мы давно составили свои таблицы раскроя, которые эмпирически подобрали, пробуя разные варианты. Иногда выгоднее взять более узкий рулон, но зато резать его без остатка.
Для сэндвич-панелей история сложнее. Там сталь — это облицовка. И здесь ключевую роль играет ширина монтажной стойки панели. Если рулон слишком широкий, после резки и формовки остаются огромные боковые обрезки, которые уже никуда не применить, кроме как в утиль. Мы стремимся к тому, чтобы ширина рулона оцинкованной стали максимально соответствовала ширине готовой панели плюс технологические припуски. Это снижает себестоимость. Наш технолог обычно запрашивает у поставщиков возможность поставки нестандартных ширин, плюс-минус 50 мм от типовой — это часто решает проблему.
Был у нас и неудачный опыт. Решили сэкономить и использовать для короткой серии панелей остатки рулонов разной ширины. На бумаге — логично. На практике — постоянные перенастройки линии резки, сбои в автоматике подачи, брак по стыкам. Вывод: даже для мелкосерийного производства лучше использовать рулоны одной партии и одной ширины. Стабильность параметров важнее сиюминутной экономии на металле.
Взаимосвязь ширины, толщины и покрытия
Ширина — не изолированный параметр. Она напрямую влияет на возможность нанесения защитно-декоративного покрытия. На линии полимерного покрытия есть ограничения по максимальной ширине рулона, который может пройти через печь полимеризации. Если ты купил сталь с цинковым слоем, но планируешь потом на своём производстве наносить пластизол, нужно заранее знать возможности своего оборудования. У нас, к примеру, линия рассчитана на максимум 1300 мм. Поэтому все рулоны шире этого значения мы заказываем уже с готовым покрытием у проверенных партнёров.
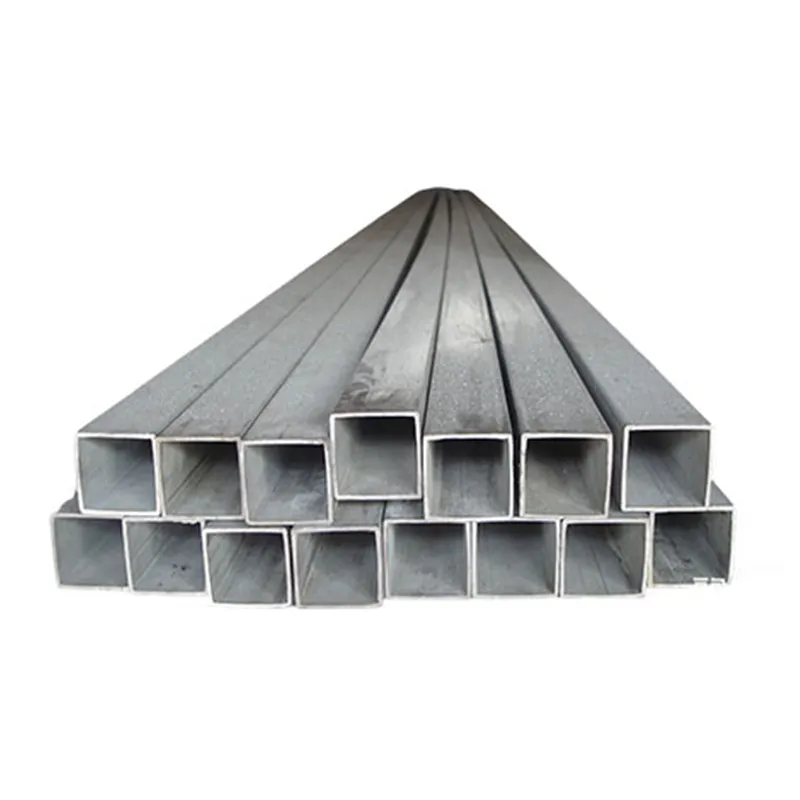
Толщина стали тоже играет роль. Рулон толстой стали (скажем, 1.0 мм) большой ширины имеет огромный вес и инерцию. При размотке на высокой скорости он может 'потянуть' за собой всю линию, создавая риск перекоса. Для таких случаев мы специально настраиваем натяжные устройства. Тонкий металл (0.4-0.5 мм), наоборот, при большой ширине склонен к образованию волнистости по кромке. Здесь важно и качество исходной рулонной стали, и правильная настройка роликовых направляющих.
Иногда клиенты спрашивают: 'А можно сделать панель нестандартной ширины, например, 980 мм?' Можно. Но тогда встаёт вопрос: а есть ли у нас в наличии рулон, из которого это можно вырезать с минимальными отходами? Часто приходится объяснять, что нестандартная ширина изделия ведёт к увеличению цены не потому, что мы жадные, а потому что дороже стоит сам металл из-за неоптимального раскроя. Это важный момент в переговорах с заказчиком.
Практические лайфхаки и наблюдения со станка
Работая непосредственно на производстве, операторы накопили массу неочевидных наблюдений. Например, если рулон стоит на размоточном устройстве долго, особенно в холодном цеху, первые витки могут 'запомнить' кривизну. При подаче на ножи это даёт рез под углом. Поэтому перед ответственным раскроем мы всегда проматываем первые несколько метров вхолостую. Мелочь? Но она спасает тонны металла от брака.
Маркировка на торце рулона — твой лучший друг. Там указана и ширина, и толщина, и марка стали, и даже номер плавки. При возникновении проблем с качеством (скажем, отслоение покрытия именно на кромках) эта информация позволяет быстро выйти на поставщика и предъявить претензию по конкретной партии. Мы приучили всех мастеров смены фотографировать маркировку при приёмке каждой партии. Это дисциплинирует и поставщиков, и нас самих.
Ещё один момент — хранение. Рулоны большой ширины нельзя хранить в вертикальном положении без proper support — нижние витки деформируются под весом. У нас были потери из-за этого. Теперь храним только горизонтально, на специальных стеллажах, и следим, чтобы подкладки были ровными. Качество стали начинается не на стане, а на складе.
Взгляд в будущее: тренды и адаптация
Сейчас на рынке виден запрос на всё более широкие форматы, особенно для панелей большой длины. Это диктуется архитектурными тенденциями — меньше стыков, более чистый фасад. Наше производство в ООО Уху Хуасинь Цайган Цзегоу постепенно модернизирует оборудование, чтобы работать с рулонами шириной до 1500 мм. Но это не просто покупка нового разматывателя. Это пересмотр всей логистики, складских площадей и даже упаковки готовой продукции.
Параллельно растёт спрос на индивидуализацию. Всё чаще клиенты хотят не просто серый или красный профилированный лист, а сталь с особым покрытием, под дерево или камень. Эти покрытия часто имеют свои требования к качеству кромки и, как следствие, к точности резки по ширине. Тут уже требуется не просто грубая обрезка, а высокоточная продольная резка. Мы изучаем этот вопрос, потому что за этим — будущее премиального сегмента.
В конечном счёте, разговор о ширина рулона оцинкованной стали — это разговор об эффективности всего производства. От правильного выбора этого параметра зависит выход годной продукции, расход металла, скорость переналадки линии и, в итоге, конкурентоспособность компании. Это не та тема, которую можно отдать на откуп только менеджерам по закупкам. Здесь нужен голос технолога, опыт мастера смены и понимание экономики конкретного заказа. Как бы банально это ни звучало, но мелочей в металлообработке не бывает. И ширина рулона — как раз одна из таких 'мелочей', которая решает всё.
Соответствующая продукция
Соответствующая продукция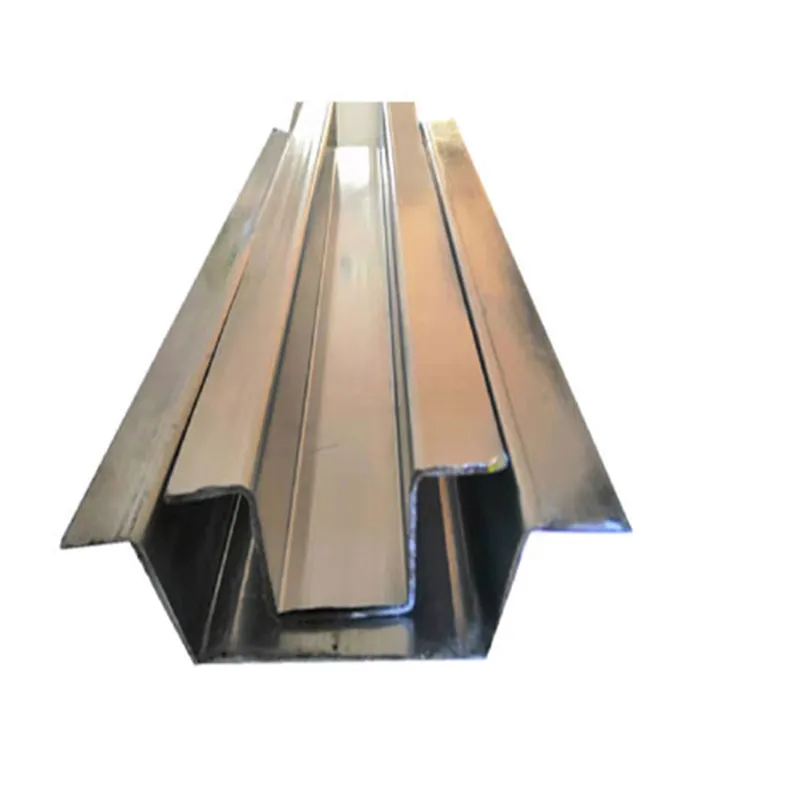


Самые продаваемые продукты
Самые продаваемые продукты-
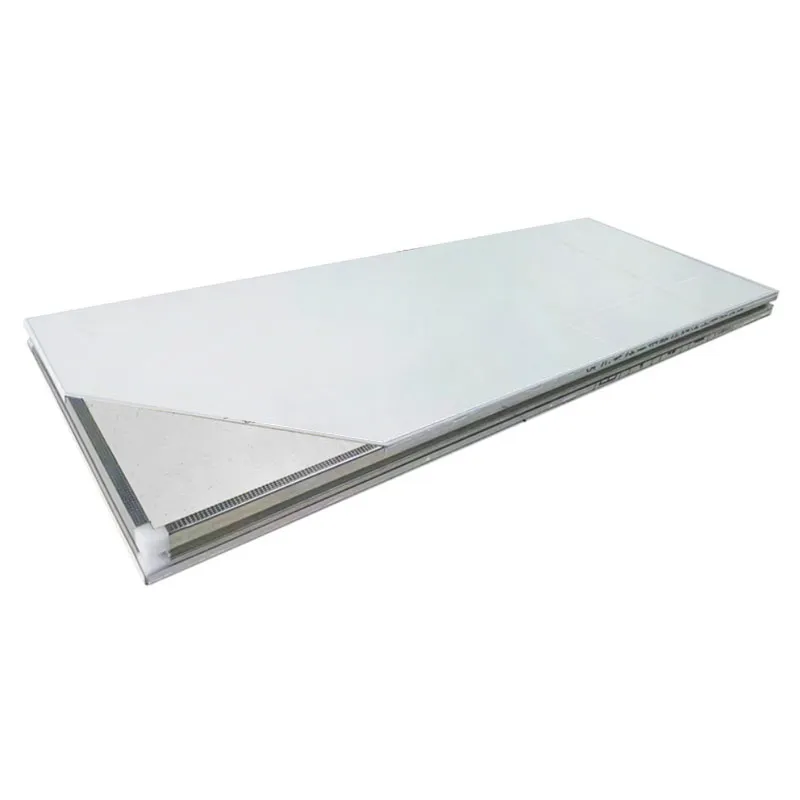
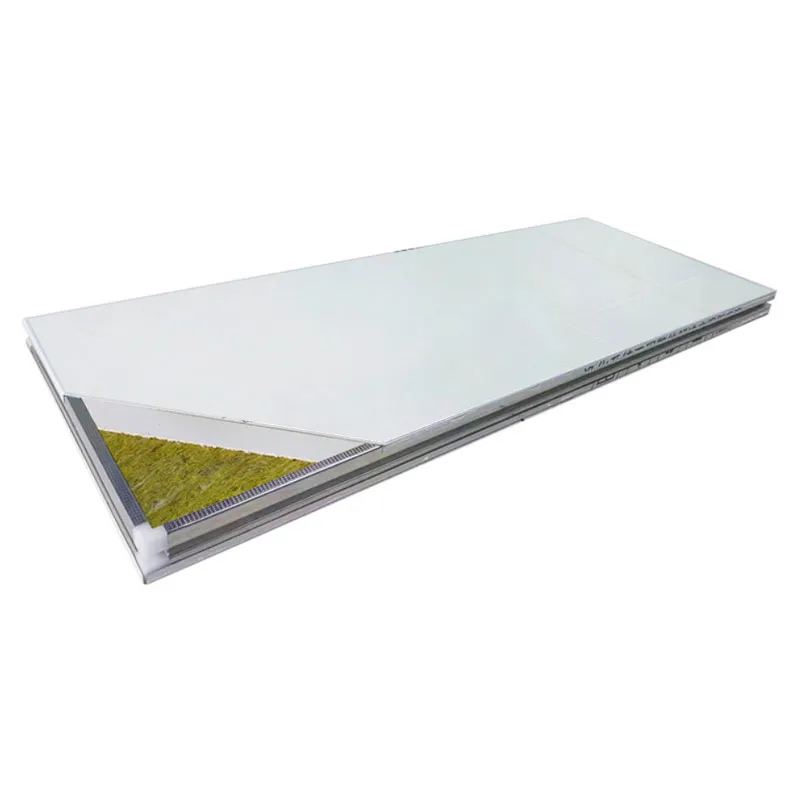
 Сэндвич-панель с каменной ватой механического производства
Сэндвич-панель с каменной ватой механического производства -
 Сэндвич-панель с полиуретановым сердечником ручного изготовления
Сэндвич-панель с полиуретановым сердечником ручного изготовления -
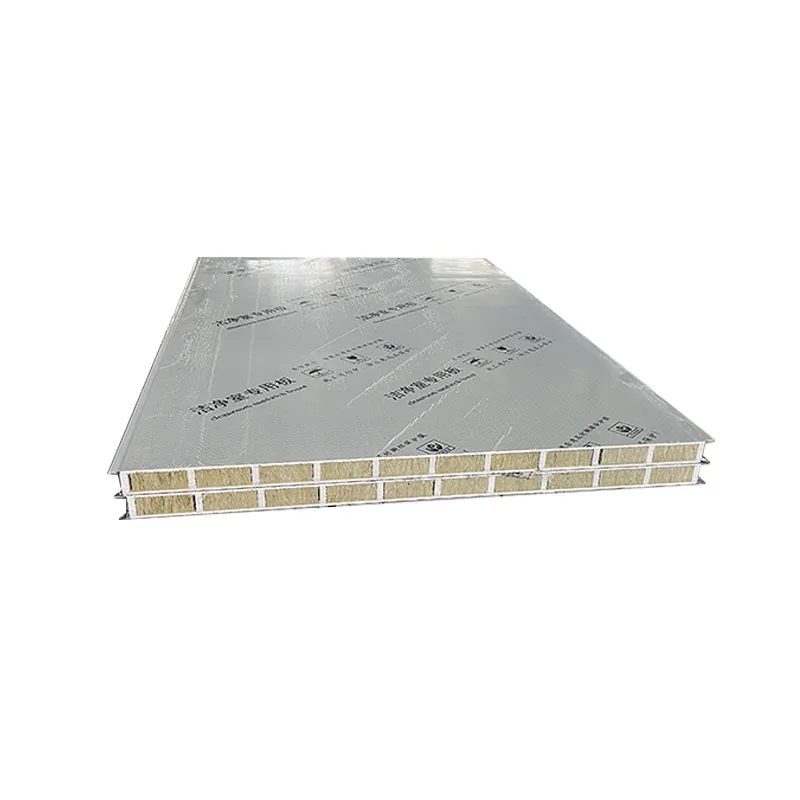
 Сэндвич-панель с силикатно-каменным сердечником механического производства
Сэндвич-панель с силикатно-каменным сердечником механического производства -
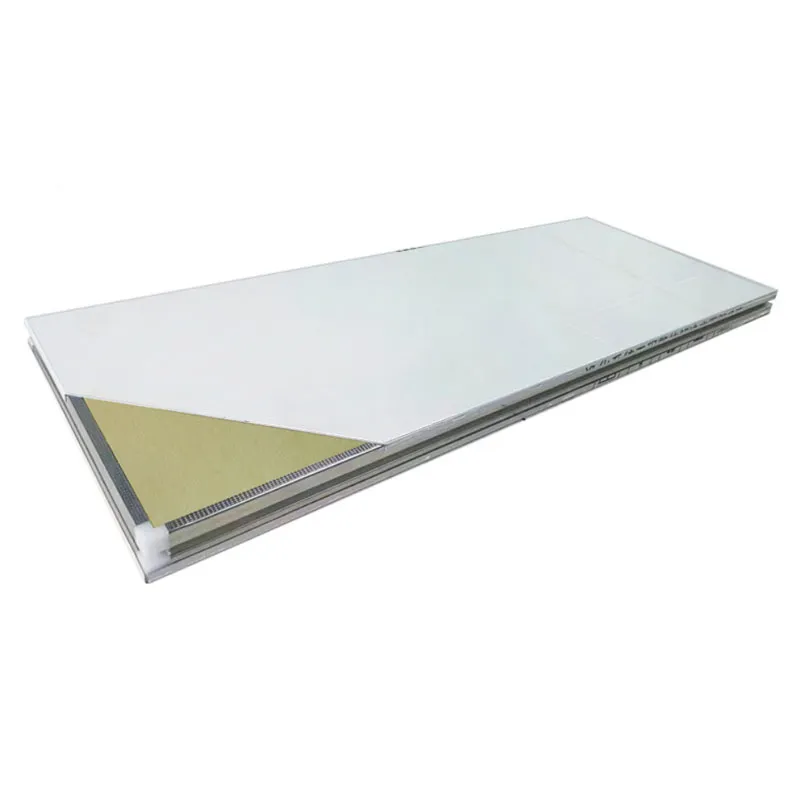
 Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления
Сэндвич-панель со стекломагниевым и каменноватным сердечником ручного изготовления -
 Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства
Сэндвич-панель со стекломагниевым и каменноватным сердечником механического производства -
 U-образный профиль
U-образный профиль -
 Алюминиевый профиль с внутренним скруглением
Алюминиевый профиль с внутренним скруглением -
 Холодильная сэндвич-панель с полиуретановым сердечником
Холодильная сэндвич-панель с полиуретановым сердечником -
 Прозрачный кровельный лист (поликарбонатный)
Прозрачный кровельный лист (поликарбонатный) -
 Алюминиевый профиль с наружным цилиндрическим выступом
Алюминиевый профиль с наружным цилиндрическим выступом -
 Профнастил (кровельный)
Профнастил (кровельный) -
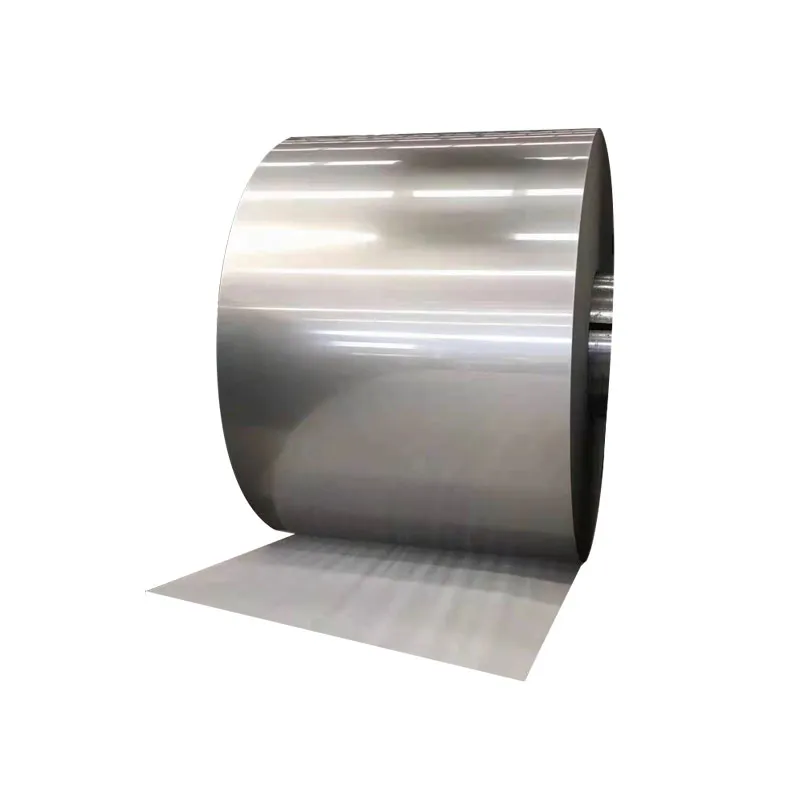
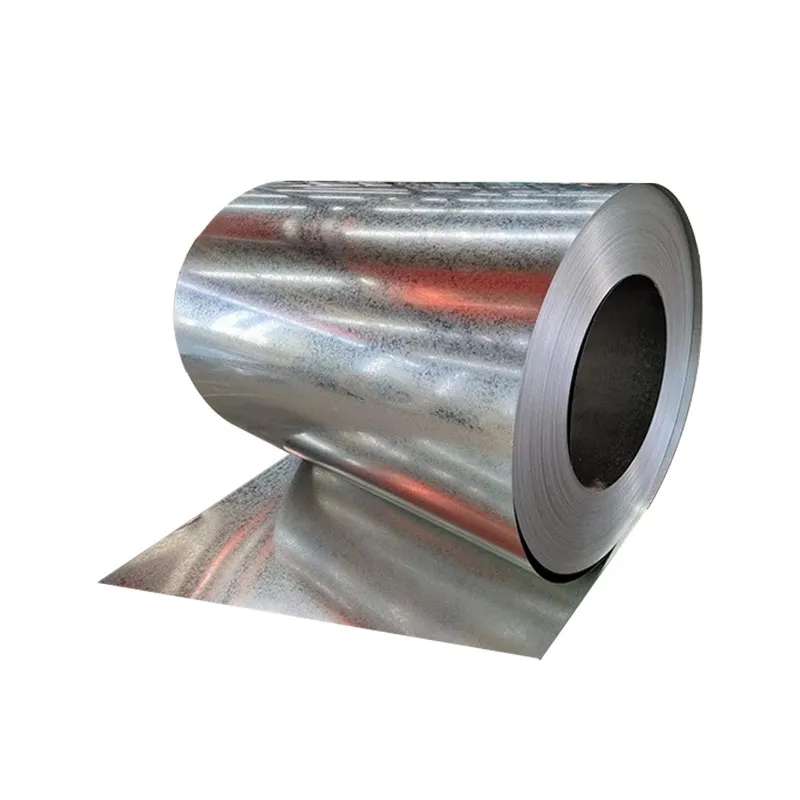 Оцинкованный рулон
Оцинкованный рулон
Связанный поиск
Связанный поиск- Теплоизоляционный материал таблица
- Получение теплоизоляционных материалов
- Рулон оцинкованный 3мм
- Лист оцинкованный 0.5 рулон
- Лист оцинкованный рулон
- Рулон оцинкованный гост 14918 2020
- Сетка сварная оцинкованная метрами рулонами
- Технология теплоизоляционных материалов
- Рулоны оцинкованные с покрытием
- Теплоизоляционные материалы требования



